真空工艺 | 表面净化处理的基本方法:表面烧氩净化
氩是惰性气体,其原子量比氢大40倍。这使得烧氩具有如下特点:
(1)能有效地去除金属表面氧化物及体内杂质。金属烧氩时,金属中的杂质将向氩中蒸发。因为金属中的任何杂质都有力图与外部同种物质达到平衡的倾向。在大气压下、800℃时,Ar的平均自由程(12.6×10-6cm)比杂质原子直径大500多倍,故杂质原子能顺利脱附到氩气流中。
脱附原子离开的速度受气体互扩散定律限制,显然要低于在真空中流走的速率。但由于杂质原子从体内向表面扩散的速率远小于它们从表面向氩中扩散的速率,故零件除气速率不受影响,这一点与烧H2基本相同。Ar虽然不能像H2那样迅速还原金属氧化物,但因为在相同温度下,Ar的动能比H2大得多,与零件表面碰撞时也可以使氧化膜很快地分解并脱附。
氧化膜分解时,只要氧在金属中的溶解度没有达到饱和,则大部分氧将溶于金属体内。进入体内的氧对材料的真空性能几乎没有影响。例如,面积1cm2、厚1mm的无氧铜片(含氧量为3ppm(重量)),含有1017个氧原子。在铜片表面厚为40nm的氧化膜中也含有同样数目的氧原子,当它们全部溶于铜片中时,含氧量只不过增大到4ppm,而且铜片在真空中加热时,溶解的氧也不会放出,因此不影响材料的真空性能。
(2)零件烧氩不会被氩饱和。因为在实际应用的除气温度下,氩原子的能量E不足以使它侵入到金属晶格内。理论上,Ar侵入铜晶格结点和空位所需的能量分别为11.9eV和3.5eV。根据E=3kT/2(k—玻尔兹曼常数,等于8.6×10-5eV/K),可求出Ar具有该能量时的温度分别为92000K和27000K,而在零件的烧氩工艺中是不可能达到这个温度的。所以,零件烧氩不会产生氩大量侵入的问题。实际上,在真空技术中的某些利用Ar进行的工序,例如离子溅射净化、镀膜、氩弧焊等,倒可能会使Ar侵入到固体内部或被禁锢在表面上。
由于烧氩既不会造成金属材料的显著蒸发(与真空除气相比),也不会被气体饱和(与烧氢相比),更不会形成任何化合物。因此,烧氩适用于任何材料,而且其温度可以比烧氢及真空除气更高。
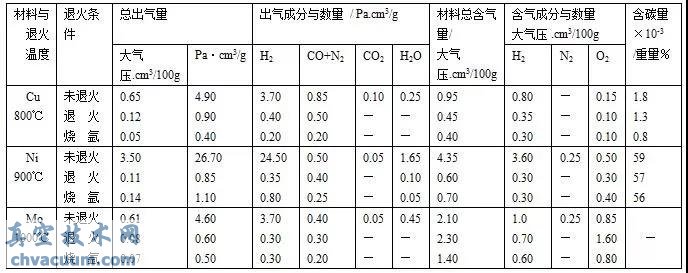
表3中列出了几种金属在纯度为 99.999%的Ar中和在10-4~10-5Pa无油清洁真空中退火后的出气实验数据。可见,烧氩优于真空退火,不仅生产效率高,放出的含氧气体少,而且材料的机械性能也有改善。烧氩的最大缺点在于Ar的价格较贵,烧氩炉必须装置Ar循环再生系统,让烧过的Ar除尽杂质后重复利用。
表3 金属在Ar与清洁真空下退火30min后在真空中的出气