钎焊工艺对Ni/BNi7+Cu9%钎缝组织及显微硬度的影响
为了改善Ni 基钎料钎焊接头脆硬的共晶组织,本文采用BNi7 + 9% Cu 复合钎料对纯镍进行真空钎焊。结果表明: 温度越高,间隙越大,扩散影响区越大,钎缝区显微硬度越低,扩散影响区显微硬度越高。当钎焊接头间隙为30 μm,温度960℃时,钎缝接头主要由等温凝固区、非等温凝固区和扩散影响区组成。等温凝固区为富( Cr、Cu) 的γ( Ni) 固溶体,非等温凝固区为γ( Ni) + Ni3P 共晶组织,扩散影响区为少量的共晶组织和γ( Ni) 固溶体;而温度980℃时,钎焊接头是由中心的Ni3 P组织和扩散影响区的γ( Ni) 固溶体组成。当钎焊接头间隙为100 μm 时,其扩散影响区的范围要比30 μm 的大,在960℃时,钎缝填充不好,有很多孔洞。
镍基系列钎料钎焊接头具有强度高、抗氧化、耐腐蚀,尤其是具有优异的高温性能,被广泛的用于生产形状复杂、工作条件恶劣的高温组件中,特别在航空、航天领域应用十分广泛。然而镍基钎料中含有较多的B、Si 等元素降熔元素,易形成脆性共晶组织,致使钎缝变脆,也是裂纹产生的源头。为了减少共晶组织对钎缝的影响,常常会延长保温时间,进而使已形成脆性共晶组织元素充分扩散。
石昆等采用BNi2 钎料,对GH738 与GH4169镍基合金进行真空钎焊,发现随着保温时间的延长,钎缝固溶体的含量增加,当保温45 min 时得到大部分为固溶体的钎缝。M. Pouranvari 等采用非晶态中间层Ni-Si-B( MBF30) 对GTD-111 镍基高温合金进行瞬态液相连,在保温75 min 后可获得完全等温凝固的固溶体组织。尽管长时间保温对形成固溶体有利,但是对于流动性极好,对母材侵蚀较小的BNi7 钎料来说,通过长时间保温达到完全固溶是不能实现的。所以为了降低BNi7 钎料中P 元素对钎缝的危害,可以添加额外金属,使固溶体的量增加,同时降低脆硬的Ni-P 共晶组织含量,提高钎缝组织的性能。路文江等在镍镉硼硅系钎料中加入适量的铜,不但可以使钎料的熔点基本不变,而且还可以增加接头内的固溶体,减少钎料中的金属间化合物,并且提高了钎缝的耐腐蚀性。
本文采用BNi7 钎料和纯Cu 粉末制成复合钎料,对纯镍进行真空钎焊,研究不同的钎焊参数下复合钎料形成内部组织及显微硬度,同时了解温度对镍基钎料组织分布的影响。
1、实验
BNi7 钎料是Ni-Cr-(P) 系钎料,为Ni-Cr-P 三元共晶组织。其化学组成如表1 所示,它的熔点为888℃,适宜钎焊温度在927 ~1093℃之间。当加入9% Cu 时,经热分仪测出,复合钎料的熔点为898℃。
表1 BNi7 的化学成分
![]()
采用BNi7 钎料粉末和纯铜粉末,配制成质量比为91∶ 9 的复合钎料,选纯镍做母材,其尺寸为20mm × 10 mm × 3 mm,真空钎焊前,首先用砂纸打磨,通过超声波清洗15 min。然后将两块母材装配成搭接接头,中间用厚度为30 μm 镍箔片控制钎焊间隙,如图1 所示,并用中性胶固定钎料。钎焊试验在KJL-1 型多功能科教真空钎焊炉中进行,真空度为5× 10-3Pa,钎焊工艺分别为:温度960℃、钎焊接头间隙30,100 μm,保温时间为30 min;温度980℃、钎焊接头间隙30,100 μm,保温时间为30 min,试验采用随炉冷却方式。通过VHX-600 型超景深显微镜对钎焊接头组织进行观察,再通过日立S-3400 扫描电镜( SEM) 和能谱分析仪对接头的成分进行分析,最后通过HXD-1000TMC 型显微硬度计对接头进行显微硬度测试,载荷0. 245 N,加载时间15 s。
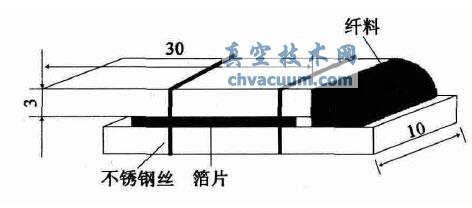
图1 试样装配示意图
3、结论
(1) 用镍基钎料BNi7 + 9% Cu 钎焊纯镍时,当钎焊接头间隙为30 μm,温度960℃时,钎缝接头由两边富Cr、Cu 的γ(Ni) 固溶体、中间的γ(Ni) + Ni3P 共晶组织以及扩散影响区少量的共晶组织和γ(Ni) 固溶体组成,而温度980℃时,钎焊接头是由中心的Ni3P 组织和扩散影响区的γ(Ni) 固溶体组成。
(2) 相同的温度下,间距越大,扩散影响区越大,相同的间距下,温度越高,扩散影响区就越大。间距越大,内部固溶体的含量越多,越不易形成连续的共晶组织,越有利于钎缝的力学性能。
(3) 不同钎焊参数下的钎焊接头显微硬度的分布都是中间高两边低。相同钎焊接头间隙下,钎缝区温度越高,其硬度越低,扩散影响区恰好相反。相同温度下,钎焊接头的显微硬度间距越大,硬度也是越低。