关于钡钨阴极钎焊工艺的探讨
本文介绍了一种用于钡钨阴极钎焊的钨钴合金焊料,设计了一套工具和方法,可以方便快速地进行粉末状钨钴焊料的填充,并介绍了在钎焊中出现的焊料溅散问题及解决方法,钎焊效果非常好。
作为电子源,浸渍钡钨阴极被广泛地应用于各类微波器件中,尤其是大功率微波器件中。对于形状简单规则的小阴极,通常可以借助工装,将钨粉装入阴极筒中,在压机上进行压制,使得钨饼和阴极筒形成一个整体;而对于一些形状复杂、不规则的或者尺寸较大的阴极,则不适合在压机上直接进行压制,一般得先将钨粉压制成一定尺寸的圆柱体(下称钨饼),经过烧结、浸盐和车加工后,再与阴极筒进行连接。连接的方法可以采用电子束焊、激光束焊、焊料钎焊等,这些焊接方式各有优缺点,根据不同的器件应用场合,我们可以选择合适的焊接方法。对于一些要求能抗剧烈震动和冲击的器件而言,其阴极必须牢固可靠,作者认为,在这种情况下,钨饼与阴极筒的连接方式,选择焊料钎焊最合适。本文中,作者将结合实际工作,对钡钨阴极的钎焊工艺进行探讨。
1、焊料的选择
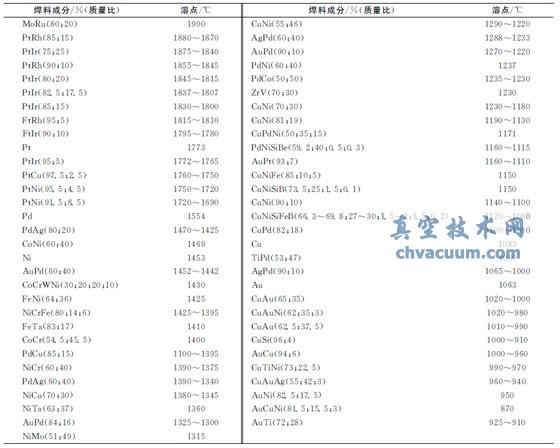
钡钨阴极的钎焊是将钨饼与阴极筒进行焊接,主要是钨与钼之间的焊接,用于钨-钼之间的钎焊焊料有很多,成分组分各异,熔点不同,具体情况见表1。虽然用于钨-钼之间钎焊的焊料种类很多,但是由于阴极的特殊性,在焊料的选择上,不仅仅是考虑钨-钼焊接的牢固性,还需要考虑其他多重因素。一般钡钨阴极工作温度及激活温度在900~1200℃之间,焊料的熔点必须要高于这个温度;另外,阴极发射表面在受到一些金属材料的污染后,其发射性能会受到严重影响,见图1,所以很多种金属材料不适合用于阴极钎焊。
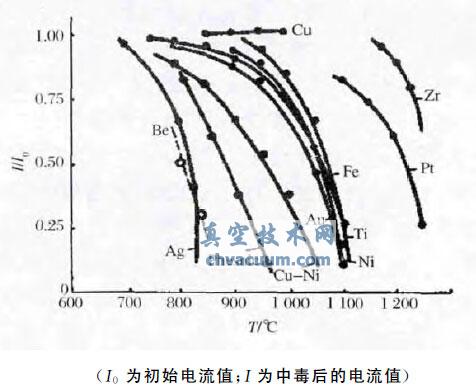
图1 阴极发射电流与蒸散在浸渍阴极上的金属的温度关系曲线
综合考虑,在实际应用中,阴极工作者们常采用MoRu20、MoCo63等做为阴极钎焊焊料,MoRu20的熔点为1900℃,属高温焊料,由于一般阴极盐的熔点在1550℃上下,所以使用MoRu20时,一般先完成钨饼与阴极筒的钎焊,再进行阴极盐的浸渍;MoCo63的熔点为1330℃,属低温焊料,一般先完成阴极盐的浸渍,再进行钨饼与阴极筒的钎焊。然而,上述焊料各有缺陷,高温焊料钎焊温度太高,对炉子的要求和损耗都很高,并且由于钨饼未浸盐,焊料易进入钨饼内部的孔隙中;低温焊料的熔点距离阴极的工作温度和激活温度太近,易引起焊料的不稳定和蒸散。本文中,作者采用了一种新焊料———钨钴合金焊料,钎焊性能好,熔点在1450℃左右,在实际应用中效果很好。
表1 用于钨-钼的钎焊焊料
钨钴焊料是由钨粉和钴粉按照一定比例混合配制而成,采用纯度高于99.9%、粒径小于10μm 的钨粉和钴粉,将其各自在氢气中进行净化处理后,按照(20%~30%)∶(80%~70%)的比例称量钨粉和钴粉,进行搅拌混合直至均匀。该钨钴焊料的熔点在1450℃左右,根据实际经验总结,钎焊时在高于熔点50~80℃的温度下,保持10~20s,即保证了焊料的融化和流淌,充实地填充了焊缝,又避免了阴极盐的大量蒸发,保证了阴极的性能。
2、填充焊料的方法
常见的钨饼与阴极筒的钎焊结构示意图如图2,为了方便填焊料,在钨饼的背端会设置合适尺寸的焊料槽,将适量的焊料均匀地填充在焊料槽中。
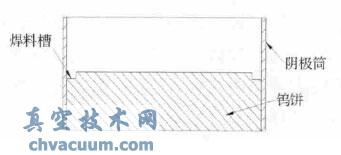
图2 阴极钎焊结构示意图
为了将粉末状的钨钴焊料能方便、快速地进行填充,在实践中,我们总结了一套方法。首先,在阴极钎焊中,总希望焊料的量恰好将焊缝填充密实,而又没有多余的焊料淤积,这样通常钎焊时,需要精确计算和称量焊料的量。为了避免每次称量焊料的繁琐,利用焊料槽的容积大小,来控制焊料的填充量。在前期试验中,将焊料在槽中填满填平,进行钎焊,观察检测焊缝周围焊料的情况,必要时根据试验结果调整焊料槽的尺寸,直至将钨钴焊料在槽中填满填平后,钎焊后焊缝周围的焊料是恰当的。其次,根据焊料的特性和填充时的方便性,设计了一套专门用于填充焊料的辅助工具———平勺、小钩、小针,其外形图分别如图3所示。
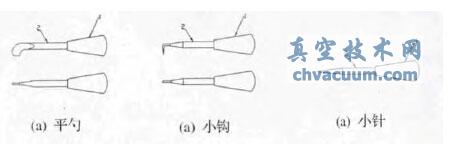
图3 填充焊料的辅助工具
图3中,图位1的部分由金属材料制成,图位2是把手,可有胶木棒等材料制成。考虑到钨钴焊料带有磁性的特性,以及各辅助工具的功能,平勺和小钩的图位1金属部分用不带任何磁性的材料制成,如无无磁不锈钢、白铜等,小针的图位1金属部分用用带有磁性的材料制成,如可伐、纯铁等,并将小针的图位1部分进行磁化。填充焊料时,将钨饼与阴极筒装配好之后,用平勺盛出大概量的焊料,放在钨饼背部靠近焊料槽的地方,接着用小钩环住焊料填到槽中,填平即可,最后,在钨饼的背部或多或少会有一些残余的钨钴焊料,此时,可用小针的端部靠近钨饼的背部,残余的粉末焊料便被吸附在小针上,很轻松地将残余焊料处理干净,注意小针不要太靠近焊料槽。通过这样的辅助工具和操作方式,填充一个阴极焊料仅需几秒钟,并且重复性和一致性高。
3、解决钎焊时粉末焊料飞溅的方法
由于粉末焊料的散体性,以及钎焊过程中高温作用下粉末焊料内部的气体膨胀等原因,在阴极钎焊时,会有部分阴极的焊料发生溅散,即从焊料槽中溅散至钨饼背面,导致焊料缺失,焊缝中焊料不足。这样,阴极需要二次补焊,而且多数二次补焊的焊料流淌会偏多,钎焊的合格率和效率低,质量不高。通过试验得知,焊料的溅散主要发生在焊料的熔化过程中。
解决上述钎焊问题的核心,就是防止粉末焊料在钎焊过程中的溅散,这样填充在焊料槽中的恰好的焊料量,就能顺利地进入焊缝中,焊料流淌的量就能精确控制。经过考虑,决定利用陶瓷来解决问题,因为陶瓷具有对焊料不浸润、不吸附的特性,在焊料槽的内圆周边缘设置一个具有一定高度的陶瓷环(见图4(a)),或者在焊料上放置一个与焊料槽尺寸相当的瓷环(见图(b)),都能起到防止焊料的溅散。由于有现成的与焊料槽内圆边缘尺寸匹配的99陶瓷环,实际操作中,采用的是第一种方案,即图4(a)方案。使用了陶瓷环后,效果立竿见影,完全解决了粉末焊料的溅散问题,焊料槽中所填充的焊料,全部顺利地进入了焊缝,焊缝充实而且没有多余淤积的焊料,阴极钎焊的一次合格率达100%,效果非常理想。
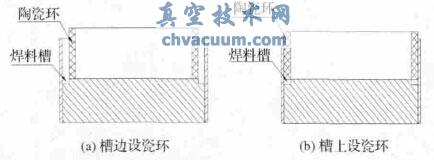
图4 瓷环的设置位置
4、结论
对于钎焊阴极而言,钎焊的工艺很重要。本文中,作者采用钨钴合金做为阴极的钎焊焊料,充分利用各种材料的特点,设计了一套可方便快速填充粉末状钨钴焊料的小工具,并且阐述了在实际钎焊过程中遇到了焊料溅散的问题以及利用陶瓷的解决办法,应用效果很好。






