热管的真空钎焊工艺及其在真空集热管上的应用
本文首先研究了真空钎焊条件对热管性能的影响,进而在最优条件下制作了热管及热管式真空集热管,并和市场上销售的产品进行了性能比较。在我们的实验条件下,最佳的热管真空钎焊工艺为:钎料成分为BAg44CuZn 钎料,钎焊真空度为5×10-3 Pa,真空钎焊功率为7.6 kW,钎焊间隙为0.08 mm。采用此工艺制作的热管其老化后的性能几乎不变,远优于市场上销售的热管,组装成热管式真空集热系统以后,其集热性能也比现有产品大为提高。
热管技术起源于20 世纪60 年代,作为一种高效的传热元件,自问世以来得到了迅速发展。热管通常由冷凝段、蒸发段、工作介质三部分组成(图1),热管内部保持很高的真空度。当热量自高温热源传入热管蒸发段时,管内的液体工质迅速蒸发汽化,期间吸收大量的汽化潜热;工质蒸汽逐渐上升到热管的冷凝段,在较冷的内表面上凝结,期间释放大量的汽化潜热;凝结后的液体工质依靠其自身的重力流回到热管的蒸发段;如此循环不已,热量就由热管一端不断地传至另一端。目前常用的热管,其金属管壳为铜,内部的工作介质为水。

图1 热管实物图及示意图
近几年,随着民用太阳能热水器成功的开发、推广和应用,对太阳能热水器的集热效率要求越来越高,因此,热管作为高效传热工具开始应用到太阳能热水器领域,最典型的应用为热管式真空集热管。热管式真空集热管是将焊接有金属吸热板的热管封接在真空玻璃管中得到的(图2)。在热管式真空集热管工作时,太阳辐射穿过玻璃管后,投射在金属吸热板上。金属吸热板吸收太阳辐射并将其转化为热能,再传导给热管蒸发段,使热管蒸发段内的液体工质迅速汽化。工质蒸汽上升到热管冷凝段后,释放出热量,并将热量传递给太阳能集热器的传热介质。玻璃管的一端有金属端盖,玻璃管内抽成真空,使空气的传导和对流热损失降低至可以忽略的程度。热管式真空集热管内一般同时放置蒸散型消气剂和非蒸散型消气剂,以维持玻璃管内的高真空度。由于采用了热管技术,使热管式真空集热管具有启动快,无热倒流现象,防冻能力强,传热性能好,耐热冲击,集热效率高等优点,是高效利用太阳能的必然选择。
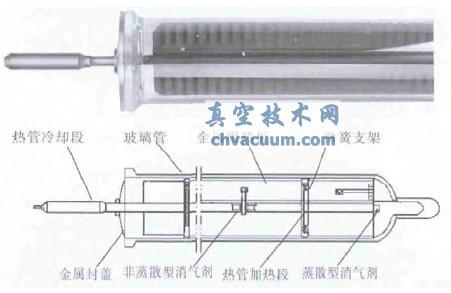
图2 热管式真空集热管实物图及示意图
对于热管式真空集热管而言,热管的性能直接决定了其热量传递和收集效率的高低,而影响热管性能及使用寿命最关键的因素是热管内的负压能否长久的保持。因此,热管蒸发段和冷凝段之间的焊接是尤为重要的。为了避免在焊接过程中铜管及焊料的氧化,我们采用真空钎焊技术,在本文,我们考察了钎焊真空度、焊料、真空钎焊功率及焊缝大小等参数对真空钎焊性能的影响,然后进一步采用最佳真空钎焊工艺制作了热管和热管式真空集热管,对比测试了样品的性能。
3、结论
热管蒸发段和冷凝段之间的真空钎焊工艺对于热管及热管式真空集热管的性能都有显著的影响。我们通过对热管真空钎焊条件的优化,确定了最佳真空钎焊的条件为: 钎料成分为BAg44CuZn 钎料,钎焊真空度为5×10-3 Pa真空钎焊功率为7.6 kW,钎焊间隙为0.08 mm。在此基础上制作的热管及热管式真空集热管,性能都远远优于目前市场上销售的产品。因此,选择合适的真空焊接工艺是提高集热系统集热效率和使用寿命的最根本途径。