真空渗碳均匀性测试
测定了30CrMnTi钢试样在卧式双室真空渗碳炉渗碳并炉冷或淬火后的渗碳层深度、有效硬化层深度和表面硬度的均匀性。结果表明,按目标渗层深度1.0mm真空渗碳和炉冷的试样,用金相法测定的渗层深度偏差≤0.10mm。按目标渗层深度1~2mm真空渗碳和淬火的试样的有效硬化层深度偏差≤0.10mm。同炉次渗碳、淬火试样的表面硬度偏差≤1.5HRC,不同炉次渗碳、淬火试样的表面硬度偏差≤2.5HRC。
真空渗碳具有工件无内氧化,表面质量好,耗气量少,热处理畸变小,对环境影响小,适合于高温渗碳、深层渗碳、盲孔渗碳等特点,正在得到日益广泛的关注和应用。真空渗碳均匀性也是真空渗碳设备制造厂和用户关注的关键问题之一。由于目前我国还没有颁布有关真空渗碳炉的标准,也没有真空渗碳炉渗碳均匀性评定方法的统一标准,这一问题可能会影响真空渗碳技术的推广应用。
本文对真空渗碳均匀性进行了实测,并讨论了影响渗层深度和有效硬化层深度均匀性的因素,并粗略估算了测量误差和材料成分波动对有效硬化层深度的影响程度。
1、测试方法
渗碳设备为DCO1266H型卧式双室真空渗碳气冷油淬炉,有效加热区尺寸1200mm×600mm×600mm,最大装炉量600kg,最高工作温度1320℃,炉温均匀性≤±5℃,极限真空度≤5×10-1Pa。渗碳均匀性测试方案如表1所示。采用金相法和有效硬化层法测定渗层均匀性。试样材料为30CrMnTi钢,试样尺寸为40mm×25mm×10mm,试样编号和在有效加热区的布置如图1所示。
表1 真空渗碳均匀性测试方案
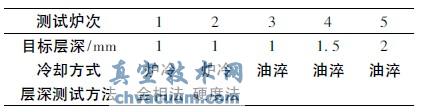
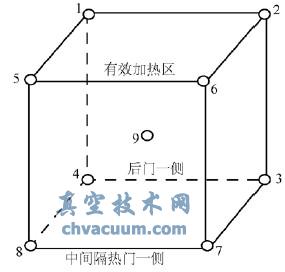
图1 测定渗碳均匀性的试样在有效加热区的布置及试样编号
渗碳工艺如图2所示,采用1次预热后升温至930℃渗碳。脉冲渗碳扩散阶段为多段渗碳脉冲加扩散脉冲构成的脉冲序列,渗碳介质为乙炔。
渗碳后,观察渗层表面的显微组织,用金相法测量随炉冷却试样的渗层深度,用显微硬度计测定油淬试样的有效硬化层深度,用洛氏硬度计测定油淬试样的表面硬度。
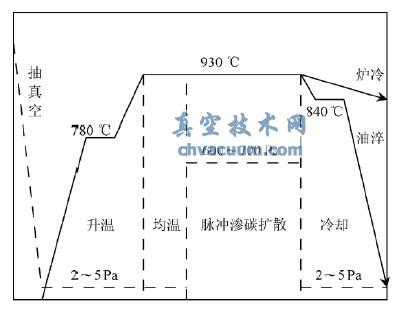
图2 真空渗碳工艺过程示意图
2、测试结果
2.1、渗层显微组织
图3为随炉冷却试样的渗层组织,为珠光体,表面有少量网状碳化物。这表明表面含碳量稍高于共析点,导致炉冷过程中沿奥氏体晶界析出碳化物。图4为淬火试样的渗层组织,为马氏体+残留奥氏体,表面有少量碳化物。真空渗碳淬火后试样组织良好,未出现内氧化、网状渗碳体等缺陷。
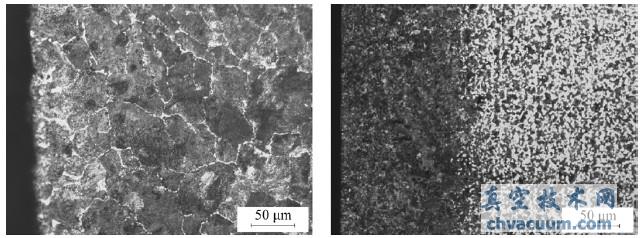
图3 真空渗碳后炉冷试样的渗层组织
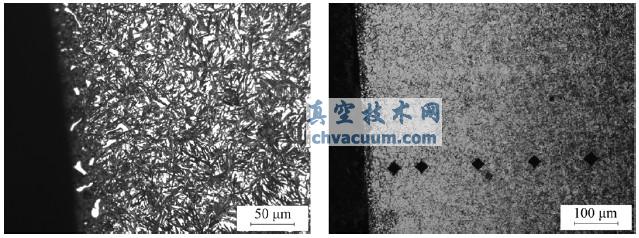
图4 真空渗碳和淬火后试样的渗层组织
2.2、渗层深度和有效硬化层深度
图5为第1、第2炉渗碳后炉冷试样的渗层深度,可见同炉次试样渗层深度偏差≤0.1mm。渗碳的目标深度均为1.0mm。
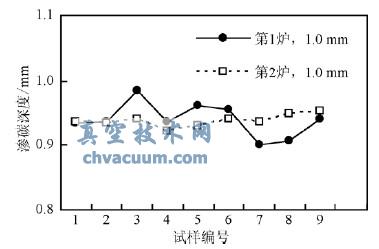
图5 真空渗碳后炉冷试样的渗层深度
图6为2号位置试样按1.0mm、1.5mm和2.0mm的目标深度渗碳、淬火后硬化层硬度分布曲线。从图6可以看出,渗层硬度梯度较为平缓,渗层与基体结合良好。图7为第3~5炉渗碳、淬火试样的有效硬化层深度检测结果,同炉次淬火试样有效硬化层深度偏差≤0.10mm。
与目标渗层均为1.0mm的第1~3炉结果相比较,第1、第2炉随炉冷却试样用金相法测得的9个试样渗层深度平均为0.94mm,第3炉淬火试样用硬度法测得的9个试样有效硬化层深度平均为1.06mm,即用硬度法测得的有效硬化层深度比用金相法测得的渗层深度深约0.12mm。
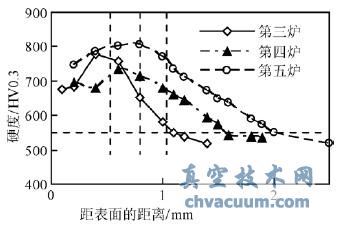
图6 2号位置试样按1.0mm、1.5mm和2.0mm的目标渗层深度真空渗碳和淬火后渗层硬度分布曲线
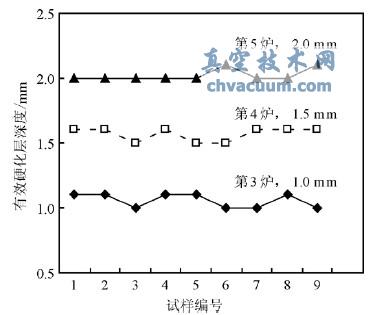
图7 第3~第5炉试样的有效硬化层深度
2.3、淬火试样的表面硬度
图8为第3~第5炉次渗碳后油淬试样的表面硬度,为61.0~63.5HRC,同炉次试样硬度偏差≤1.5HRC,不同炉次试样硬度偏差≤2.5HRC。
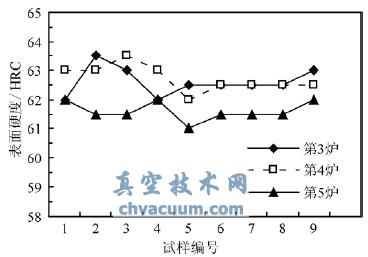
图8 第3~第5试样渗碳、淬火后的表面硬度
3、讨论
渗层深度偏差的影响因素有测量误差、试样材料的成分波动、炉温均匀性、渗碳气氛均匀性和淬火冷却均匀性等,其中前两个因素即测量误差和试样材料的成分波动与测试方法有关,与渗碳设备无关,后三个因素只与渗碳设备有关。
下面粗略估算测量误差和材料成分波动对有效硬化层深度的影响程度。根据GB/T9450-2005有效硬化层深度测定,允许单个硬度压痕对角线长度的测量精度为±0.5μm,也即在有效硬化层深度界限值550HV附近硬度测量误差约为±9HV。如图6所示,有效硬化层界限值550HV附近的硬度梯度约为127HV/mm,硬度测量误差±9HV换算为有效硬化层深度测量误差约为±0.07mm。因此,测定时需注意尽量减小测量误差,或者用在单个试样上取多次测量平均值的方法来减小测量误差。
GB/T3077-1999合金结构钢规定,30CrMnTi钢含碳量允许范围为0.24%~0.32%。根据计算机模拟软件计算,将含碳量为允许范围的中间值0.28%、目标渗层深度1.0mm的渗碳工艺用于渗下限含碳量0.24%的试样,得到的渗层深度为0.86mm;渗至上限含碳量0.32%的试样,得到的渗层深度为1.21mm。可见原始含碳量在标准允许范围的波动可能会对真空渗碳的渗层深度均匀性产生显著影响。因此,在制定渗碳工艺时应尽可能考虑材料成分波动的影响。比如,测试前核准每个试样的原始含碳量,每炉9个均匀性测试试样的含碳量应尽可能接近。
4、结论
(1)真空渗碳淬火后试样渗层组织良好,未出现内氧化、网状碳化物等缺陷。
(2)按目标深度1.0mm真空渗碳并炉冷的试样,用金相法检测的渗层深度偏差≤0.1mm。
(3)按1~2mm目标深度同炉次真空渗碳、淬火的试样的有效硬化层深度偏差≤0.10mm。
(4)试样表面硬度61.0~63.5HRC,同炉次试样表面硬度偏差≤1.5HRC,不同炉次试样硬度偏差≤2.5HRC。










