真空度对液态AZ91D镁合金氧化燃烧及蒸发行为的影响
研究了真空度对液态AZ91D镁合金的氧化燃烧及蒸发行为的影响,并对AZ91D镁合金在不同真空条件下的试样进行能谱分析及保护膜表面形貌观察。结果表明,真空度为50kPa是AZ91D镁合金真空差压铸造的临界值。当真空度<50kPa时,液态AZ91D镁合金表面均会出现不同程度的氧化燃烧现象,且真空度越低,镁液蒸发越严重;真空度≥50kPa时,试样中镁未减少,且镁液保护的表面形貌逐渐趋于连续、致密,较好地抑制了镁液氧化燃烧现象。当真空度<50kPa时,在保护膜的表面形貌中存在明显的“孔洞”、“裂纹”。通过镁元素质量分数与真空度之间的关系建立了数学模型,该模型对AZ91D镁合金真空差压铸造具有参考意义。适合于AZ91D镁合金真空差压铸造的最佳真空度为50kPa。
镁及其合金的密度小、质量轻、比刚度、比强度大,且有着良好的阻尼性能、机械加工性能及可回收性,在降低汽车能耗和电子通信产品的轻量化上有着显著的优势。而AZ91D镁合金化学性质活泼及蒸气压高一直以来都是生产过程中所面临的难题。液态AZ91D镁合金燃烧及蒸发会导致合金成分变化,影响AZ91D镁合金产品的性能。目前AZ91D镁合金零件的成形主要有压力铸造和半固态成形等,这些成形工艺还不能很好地满足AZ91D镁合金产品的高品质要求。因而,高质量复杂薄壁AZ91D镁合金铸件的精密成形技术成为了国内外研究的热点之一。
真空差压铸造一直以来仅局限于铸造航空类铝合金铸件,而其在铸造AZ91D镁合金上同样具有潜在的优势。严力等研究了AZ91D镁合金调压铸造技术,确定了混合气体中SF6 的最低用量,证实了调压铸造技术在AZ91D镁合金生产中的优越性。Fu P H 等提出了AZ91D镁合金低压铸造阶段大气条件下的保护气体可作为充型加压气体,通过优化低压铸造工艺参数,较好解决了AZ91D镁合金高压铸造阶段易产生的气孔问题,使得铸件性能得以改善;Wu H B等将AZ91D镁合金与低压消失模铸造技术相结合,通过控制充型气体流量的大小来观察液态AZ91D镁合金的充型特征;戴永年等研究了Zn、Cd等金属的蒸发速率与温度和压力间的关系,提出了金属的蒸发速率随着压力的增大呈现减小的趋势;张金玲等在真空熔炼炉内研究了AZ91D镁合金中Mg元素的蒸发行为;李明照等对AZ31D镁合金在真空熔炼时的蒸发行为进行了分析,探讨了影响其力学性能的主要因素。虽然对AZ91D镁合金反重力铸造能力及合金的蒸发行为进行了研究,而对于液态AZ91D镁合金在真空差压铸造中真空度对其氧化燃烧及蒸发行为的研究尚未有报道。
本课题通过研究真空度对液态AZ91D镁合金氧化燃烧及蒸发行为的影响,从而确定适合于镁合金真空差压铸造的最佳真空度,为AZ91D镁合金真空差压铸造提供技术参考。
1、试验内容及方案
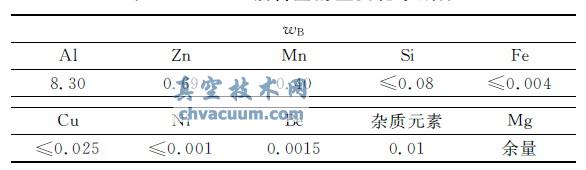
试验材料为AZ91D 镁合金,其化学成分见表1。每次试验均采用铸铁坩埚熔炼400g的AZ91D镁合金。整个试验环节液态镁均采用SF6+CO2+干燥空气混合气体保护,混合气装置由实验室自主设计装配。
表1 AZ91D镁合金的主要化学成分%
试验方案:在保护气体作用下熔炼AZ91D镁合金至(720±10)℃时,密封下罐,停止通入保护气体,启动真空差压设备,抽至所设真空度,通入保护气,下罐将以约10kPa/s速率升压后卸罐。试验阶段通入的保护气体成分比例,μ(干燥空气)∶μ(CO2)∶μ(SF6)=73.75∶27.43∶1;采用数码相机拍摄实物照片,采用Quanta 200型环境扫描电镜及能谱仪对制取后的试样进行能谱测试及表面形貌观察。
2、试验结果与分析
由于SF6 与Mg液作用生成的MgF2 存在于MgO间隙中,常温常压及高温下MgF2 化学结构稳定,可提高表面膜的致密性;同时,混合气体中掺入的CO2 气体与液态镁合金反应生成带正电的无定型碳,存在于MgO-MgF2 表面膜的空隙中,进一步改善和加强SF6的保护效果;而干燥空气作为载流气体,是SF6 和CO2两种反应气体对Mg液起到保护效果的关键因素。因此,试验中采用SF6+CO2+干燥空气的合适比例可安全熔炼AZ91D镁合金。
2.1、真空度对液态AZ91D镁合金氧化燃烧的影响
图1为不同真空条件下,通入保护气体时液态AZ91D镁合金氧化燃烧的宏观特征。单独从液态AZ91D镁合金表面的宏观特征看,真空度为50kPa是最适合于AZ91D镁合金真空差压铸造的真空度。真空抽的越高,液态AZ91D镁合金氧化燃烧的趋势越大,见图1a中X 区域,整个液态AZ91D镁合金表面均布满了呈菜花状的燃烧点;图1b中Y 区域中燃烧点均分布在坩埚壁处。通常情况下液态AZ91D镁合金表面的燃烧点大部分是由坩埚壁处的燃烧点向四周扩散的,这可能是由于坩埚壁的温度高于中心位置的温度,所以在坩埚壁附近更容易有燃烧点产生。燃烧点在刚开始出现时,易产生耀眼的亮光,见图1d。在抽真空环节中,由于真空抽的越高,所需时间也会越长,而液态AZ91D镁合金长时间处于未保护状态,表面极易有燃烧点出现;当真空度≥50kPa时,表面状态维持良好,无燃烧点现象出现,见图1e和图1f。

图1 不同真空度条件下液态AZ91D镁合金氧化燃烧的宏观特征
2.1.1、保护膜表面形貌
图2为不同真空度条件下保护膜的表面形貌。在不同的真空度条件下,从保护膜的表面形貌来进一步分析真空状态对镁液氧化燃烧的影响。
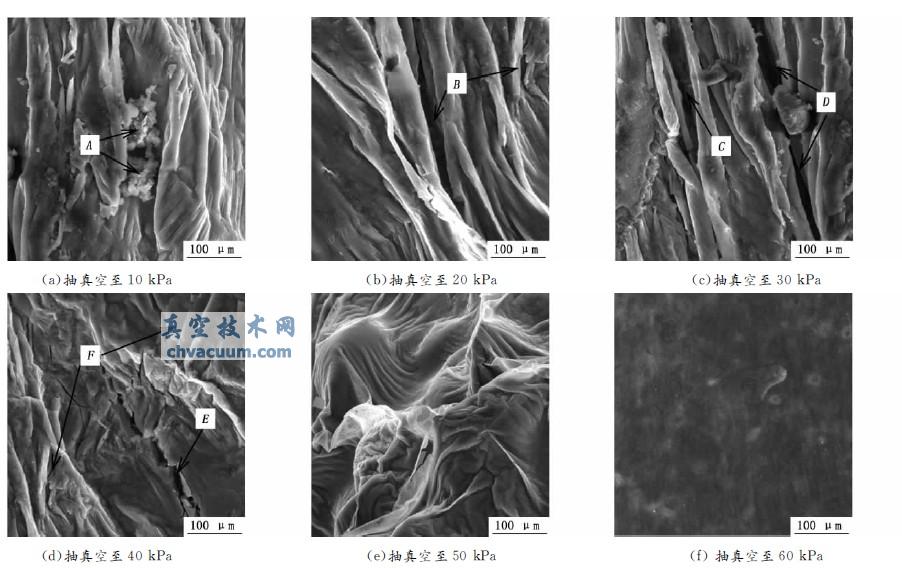
图2 不同真空条件下保护膜表面形貌
从图2a和图2b中可以看出,镁液所处真空度越高,保护膜的表面形貌疏松且不连续,表面褶皱现象较多。如图2a中A 区域存在两处菜花状燃烧点的微观形貌,图2b中B 区域为明显的“孔洞”特征。通过能谱测试,氟元素未被检测出,可进一步证明该处表面膜存在不连续的现象;同样,对图2c中C、D 两处区域做相同的测试,检测结果相当;图2d中的F 是明显呈现褶皱现象的区域,E 区域有着“裂缝”特征,是由于氟元素含量也相对较少,无法构成连续致密的保护膜。这些现象的存在证明了液态AZ91D镁合金的保护膜在高真空条件下不能良好维持,进而引起镁液的燃烧;而当真空度为50kPa时,试样表面形貌致密,表面形貌中有着白色的“云雾状”,见图2e;随着真空度的降低,表面形貌更加完整致密,白色的“云雾状”现象也逐渐消失,致密的保护膜对镁液有较好的阻燃效果。试验后期对抽真空至50kPa、60kPa的保护膜试样的表面形貌进行能谱测试,结果证实其与大气环境中同样气体成分的保护膜试样的组织成分相近,进一步证明抽真空至50kPa、60kPa下Mg液表面结构未被损坏。
2.2、真空度对液态AZ91D镁合金蒸发行为的影响
通过对不同真空度条件下的液态AZ91D镁合金制样后进行能谱测试,从而判断在不同条件下AZ91D镁合金的蒸发程度。表2为真空度条件下试样中Mg,Al,Zn 3种元素的均值。
表2 不同真空条件下试样所含主要元素含量%
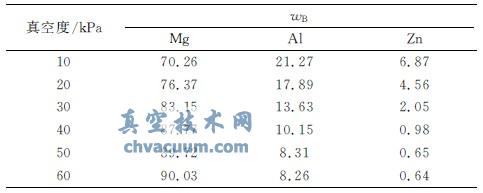
表2中,随着Mg液所处真空度越高,试样中Mg的含量下降也越为严重,真空度为50kPa、60kPa时Mg含量与原始AZ91D镁合金中镁含量(90.09%)相比差距不大,Al和Zn两种元素的质量分数差距也不明显,说明此时液态AZ91D镁合金无蒸发现象产生。低真空条件下表面膜的完整致密阻止了镁离子向外界的扩散。当AZ91D镁合金所处真空较高时,Mg的含量呈现降低的趋势,真空度越高,含量下降越多;同时,Al和Zn两种元素的含量随着真空度的提高,含量随之升高,这是由于试样中Mg的蒸发引起的。Mg蒸发越严重,Al、Zn的含量就会越高。而当AZ91D镁合金中Al含量超过9%时,铸件组织中粗大的γ-Al12Mg17相数量就会增多,降低铸件的力学性能;Zn的含量>2% 时,AZ91D镁合金铸件中的缩孔、缩松显著增加。真空度为40kPa时,Al含量达10.15%,真空度为30kPa时,Al含量达13.63%,Zn含量为2.05%,且随着真空度的进一步提高,镁元素质量分数越低,Al、Zn含量显著增长。当超过一定量时将会严重影响AZ91D镁合金铸件的力学性能。以真空度为30kPa为例,试验阶段大约有18.5mL的Mg蒸发。真空差压铸造阶段,这些Mg蒸气一旦与充型气体中的空气反应会生成大量的热量,同时蒸气进入抽真空管道凝结后对抽真空的影响也是不利的。所以应在真空差压铸造环节合理地控制液态AZ91D镁合金的蒸发行为。图3为真空度与Mg含量之间的关系曲线。
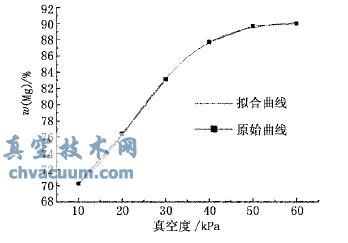
图3 不同真空条件下Mg含量与真空度间的关系曲线
从图3可以看出,随着真空度由高向低转变,Mg含量先呈增长趋势,且增长速度逐渐变得缓慢,达到一定值后,基本保持不变,即当Mg液所处真空度≥50kPa时,试样中Mg含量与原始AZ91D镁合金中Mg含量基本一致。
在试验过程中,对图3中的原始曲线进行拟合,得到:
式中,y 为Mg质量分数,%;x 为真空度,kPa。液态AZ91D镁合金所处真空度越高,其蒸发程度愈严重,真空差压铸造中液态AZ91D镁合金在抽真空环节的蒸发气体不仅会与充型气体反应引发事故,而且一旦在抽真空管道凝结会堵塞管道,这样对于抽真空及镁液充型均不利;同时,AZ91D镁合金中Mg的蒸发导致Al、Zn含量的增加,从而降低AZ91D镁合金产品的品质。所以,试验需在不同真空条件下测试Mg液的蒸发程度,获取最佳真空度,以此来降低Mg液的蒸发对真空差压铸造所产生的不利影响。
3、结论
(1)当真空度低于50kPa时,Mg液表面均会出现不同程度的氧化燃烧现象;高于50kPa,Mg液表面状态良好;真空度的降低使得Mg液保护膜的表面形貌逐渐趋于连续、致密,能较好地对液态AZ91D镁合金起到阻燃效果。
(2)试样中Mg含量随着真空度的升高而加速下降,真空度≥50kPa,试样中Mg含量与原始AZ91D镁合金中Mg含量相当;真空度<50kPa,试样中Mg含量降低;
(3)液态AZ91D镁合金中镁元素的质量分数与真空度间的关系拟合方程为,
(4)适合于AZ91D镁合金真空差压铸造的最佳真空度值为50kPa。






