提高1号RH炉真空度的实践
分析影响柳钢1号RH系统获得高真空度和稳定性的主要因素:(1)蒸汽压力;(2)冷却水流量和温度;(3)系统泄漏。介绍采取的提高供气质量、降低并稳定冷却水温度和防止系统泄漏等措施。实施后RH系统的真空度达到(<67Pa)设计要求。
1、前言
RH真空精炼技术作为炉外精炼的重要手段之一,它具有处理时间短、生产效率高、精炼效果好、容易操作等特点,在高质量钢的生产中发挥着越来越重要的作用。真空脱气系统是RH装置的核心系统,真空度的好坏直接影响着钢水质量的高低和炼钢生产的顺行。柳钢1号RH于2009-04投产,主要生产优碳厚板、低碳铝镇静钢、超低碳钢、管线钢、高强船板、压力容器钢等。在投产后的生产过程中,始终存在许多问题,特别是真空度在1kPa左右,远未达到设计要求(<67Pa),致使其无法发挥出应有的处理能力和技术装备水平,而只能冶炼一些较普通的钢种,经济效益比较低。为此,必须对真空脱气系统中影响真空度的因素进行全面分析,找出影响因素,以制定相应的措施,获得高的真空度和稳定性。
2、真空脱气系统
2.1、构成
柳钢1号RH真空脱气系统主要由真空泵系统、冷却系统、真空室和抽气管道4部分组成(见图1)。
(1)真空泵系统为5级蒸汽喷射泵,共7个真空泵构成,分别是主泵S1、S2、S3、4a、5a和辅助泵4b、5b。为提高低真空段的抽气能力和缩短抽气时间,在4a、5a两级喷射泵并联两台辅助喷射泵(4b、5b)。真空泵所用蒸汽全部来源于转炉自产饱和干蒸汽,温度165℃~190℃。
(2)冷却系统包括1个气体冷却器和3个冷凝器(C1、C2、C3)。其中气体冷却器是一个外壁由冷却水管组成的通气罐体,废气经过该罐体时流速急剧下降,粉尘在重力的作用下沉积在罐体底部的泄灰管道内,而较洁净的气体则与水冷管壁发生热交换,从而将废气进行冷却。冷凝器是由一个通气的罐体和分布在罐体上部和中部一组喷水喷嘴组成,废气和蒸汽从罐体下部进入,然后从上部排出,气体在上升过程中与喷水喷嘴喷出的水幕充分接触,废气则被降温,且废气中含有的微量粉尘被水所吸附,而蒸汽则被降温变成水。
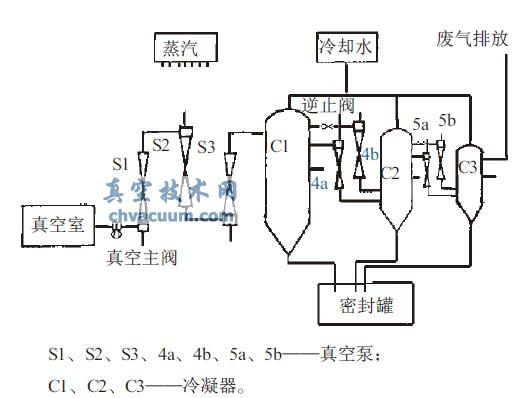
图1 1号RH真空系统图
(3)真空室为分体式,分为上、中、下3部分,它在钢包和真空泵之间起到连接作用,其下部槽连接一套插入管(分为上升管和下降管)。在处理钢水过程中插入管插进钢水,通过真空室内产生负压,将钢水吸进真空室内;通过提升气体使钢水进行循环,从而达到真空处理的目的。中部槽与底部和顶部分别有水冷法兰连接,下料系统与中部槽之间用伸缩接头相连。顶部与抽气管道相连,并且顶部有摄像头孔和氧枪孔。
(4)抽气管道是连接真空室、气体冷却器、真空泵和冷凝器的桥梁。抽气管道上设置有真空主阀,用来隔断真空泵和真空室,为了缩短抽真空时间,在处理钢水前将真空主阀关闭,启动5级真空泵进行预抽,将阀前管道和冷凝器内的压力降低,从而达到真空状态,在处理钢水时,将真空主阀打开,此时真空泵和真空室连通,从而可以快速将真空室内压力降至真空状态,以缩短处理钢水时的抽气时间。
2.2、工作原理
蒸汽喷射泵通过拉瓦尔喷嘴将工作蒸汽的喷射速度提高到超音速,利用其产生的压差,使之与吸入口处的高温废气混合成为混合气体,再经过扩压器喉部后减速增压进入后级冷凝器内,经过后级冷凝器冷却后,被冷凝物质随冷凝水一起由冷凝器底部的排水管流至密封罐内,部分被抽废气由冷凝器上方的出口排至下一级喷射泵,最后由烟囱排到厂房外,此过程使真空室内产生真空,真空室内外的压力差使钢液从插入管进入真空室内,同时在上升管吹入提升气体使钢水在真空室内部形成循环。利用钢液的循环作用来达到对钢液进行真空处理的目的。共有3种不同的处理模式,包括:轻处理、本处理、深脱碳处理。不同的处理模式真空泵的使用情况见表l。
经验表明,在不同处理模式下真空度是否能快速达到设计要求是检验RH系统设备能力的一项根本指标,也是真空处理顺利进行的基本保证。
结语
经过一系列的改进,基本解决了上述3个问题,使RH系统的真空度和稳定性都得到了提高,最终稳定地达到设计要求(≤67Pa),有效地提高了冶金效果。整改前后蒸汽条件、冷却水条件和真空度的变化与设计值情况见表3。
表3 整改前后蒸汽、冷却水和真空度的变化与设计值对比
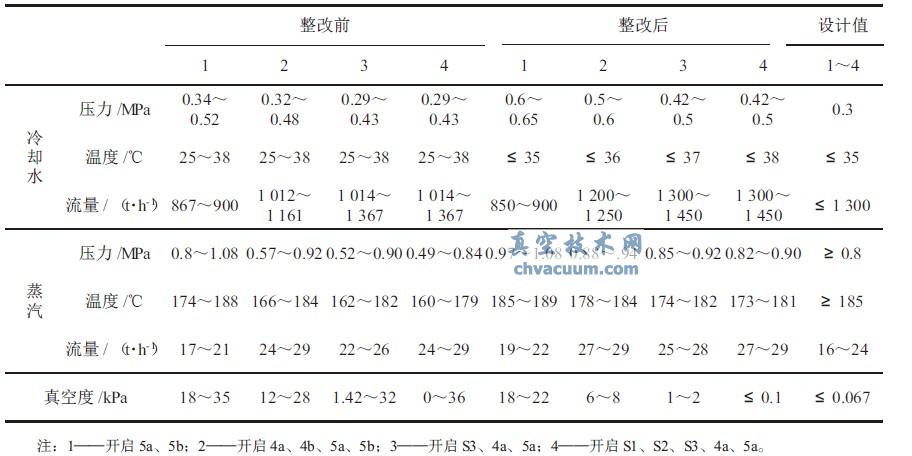
经过两年的生产实践证明,系统真空度始终稳定在100Pa以内。炼超低碳钢时,在15min以内可将钢液中的碳稳定脱至10×106,钢液中的氢控制在2×106以下,出站氮可控制在25×106以下,充分保证了柳钢高质量、高附加值钢种的开发,为柳钢拓展了市场,提升了企业的竞争能力。







