բ��բ�忹��ǿ������о�
����������բ��բ����ϲ�����ԭ���Լ��Թܵ�ϵͳ��Ӱ�죬̽���˹��������բ�忹��ǿ�ȵļ���Ҫ������բ����������������ֿ���ǿ�����鷽��������������բ�忹��ǿ������оߡ�
1������
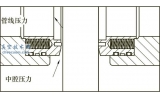
����բ���㷺��Ӧ���ڸ���ʯ�ͺ���Ȼ�����ɵȳ��ϣ�ʵ��������ʹܵ������رա��ڹ����ܵ�ϵͳ�У����ڽ����¶Ȳ������·��弰���˵�����������բ��ͷ������ڽ��ܹر�״̬����ճ�������غɵ�բ��ر����ص����أ����·��ſ���ʱբ��ͷ������Ӳ�λ�ᷢ�������������ڹ��Ϸ����ڷ����ڲ������ж����ŵ�����״̬�������ܵ�ϵͳ���ܹ���ʱ���й�������ά�ޡ����բ���ļ��鼼��Ҫ�����ѹ���ܷ����ܣ�ͬʱ��բ�忹��ǿ�����ܵ�Ҫ��API 600 -2009��GB/T 12234 -2007 ��API 591-2008 �ȱ�����˶�բ�忹��ǿ������Ҫ����Ӧ��Ƴ��������غɵ������£�������բ�����Ӵ��Լ�����ѹ���߽����ڲ��ֵķ���ǿ��Ӧ�������˲������Ƹ�����ǿ�ȣ�������բ�忨���¹�ʱ�����˵���Ӧ������բ����ѹ����֮�⣬ͬʱ��������Ӧ��Ƴɷ�ֹ�ڷ���ʹ���з���ת��������բ�塣
2������о�
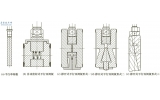
����բ��բ�����һ��Ш�ȣ�բ���ܷ�����ø�Ӳ�ȵĺϽ�����Ѻ���ͨ������ƽ����гַ�ʽ������о�������Ш�ȼг֣����Ҽп�����������Ħ�������ȳݼ���Ƕ���Ӳ��բ���ܷ��棬��������г��ֻ����������ͨ��Һѹ���ܲ������������բ�忹��ǿ������ʱ��������3 �ַ�ʽ(ͼ1) ����1 �ַ�ʽ����բ���м���ף�ͨ������ᴩ���й̶�����2 �ַ�ʽ����բ���ĩ�˺���һ������Բ�����Է������������Բ���ог֡���3 �ַ�ʽ�ǽ�բ������Ш��ϳƽ��Ȼ��ͨ������ƽ��ог֡�
3���������
������ʵ�ʵ�������������У�3 �����鷽ʽ�������բ��Ŀ���ǿ�����飬������բ���ǿ����Ӱ�졣���ʽ������Ƭʽ�ĵ���բ��(�ر��ǿھ�DN≤50 �ĵ���բ��) ��ͨ��ı���Ƭʽբ��Ľ�Ϲ̶�ǿ�ȡ�����Բ����ʽ���ڸ�ѹ����ھ���բ�庸�ӹ��̹��շ�����Բ���ͷ��˵�ͬ�����һ��Ҫ����������бλ����Ӧ��Ҳ���բ��������Ӱ�졣Ш��ϳƽ��ʽ�����˴�����Ȼ�ֱ�Ӹı�բ�������ǿ�ȡ����⣬��Ƭʽ����բ��Ш��ϳƽ��������ƽ��ог�ʱ�������բ���������ڲ��п�û��֧�ţ����������������ѡ�����3 �ֻ��������鷽��բ�����ͨ�����μӹ����ܽ��п���ǿ�����飬�ڲ�ͬ�̶��ϸı���������Ʒ��ʼ״�����������������������һ����Ӱ�졣Ϊ������բ�忹��ǿ���������������������͵�բ�忹��ǿ������оߡ�
(a) ���ʽ��(b) ����Բ��ʽ��(c) Ш���ƽʽ
ͼ1 ����բ�忹��ǿ������гַ�ʽ
4������ԭ��
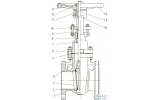
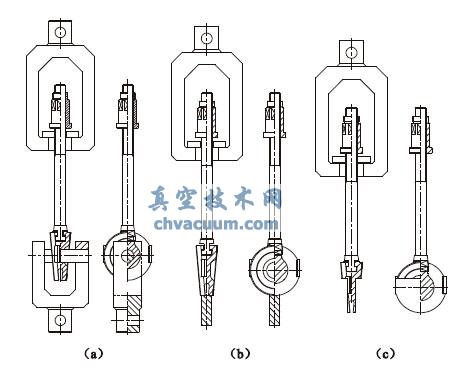
�������͵�բ�忹��ǿ������о�ģ��ʵ�ʹ���բ��ر�λ��ʱ�Ŀ���ǿ�����ܣ��ܹ���Ӧ˫Ƭʽ���Ժ͵�Ƭʽ����Шʽբ��ļг֡��о�( ͼ2) ��Ҫ�����������ס�Ш�����������Ӹˡ�Ӳ����塢�̶������ͺϽ�ѹ����ͷ�Ȳ�����ɣ��Ͻ�ѹ����ͷ����60Si2Mn ���ϣ��нϸߵ�ǿ�ȡ����Ժ�Ӳ��(≥55HRC) ��ͨ����ĥ����ʹ���ı���ֲڶ�Ra =0.8μm������¶�870�棬������Ϊ�ͣ��ȴ����ػ��¶�480�档Ӳ��������Cr12 ���ϣ�ͨ����ĥ����ʹ����ֲڶȴﵽRa = 0.8μm�����и�ǿ�ȡ��ϺõĴ��ԡ��ϸߵ���ĥ�Ժ�Ӳ��(≥60HRC) ������¶�1000�棬�������Ϊ���ȴ�����Ӳ����������ù̶������Ƕ��̶���Ш�����̶������ͬʱ�����ںϽ�ѹ����ͷ��ͨ�����������״����������Ӹˣ�ʹ�Ͻ�ѹ����ͷ�ܹ�����Ӳ���������λ�õ��������㲻ͬѹ���ھ�Шʽբ��Ҫ�Ͻ�ѹ����ͷ�Ķ����γ�һ��5mm ��ֱ�ǿ��ڣ�ʹ�üг�״̬ʱբ����ܷ����Ե�ܹ�Ƕ��ֱ�ǿ��ڽ��мг֡���������Ľ��У�բ������ĺϽ�ѹ����ͷ����Ш�����ڽǻ��ƣ��������ͷ�г�բ��������ͬʱֱ�ǿ��ڴ�Ҳ�����ڲ��£��ʹբ�岻�ܹ����ѡ�
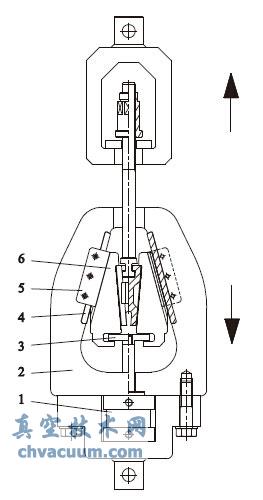
1. ���������ס�2. Ш����3. �������Ӹˡ�4. Ӳ����塡5. �̶�����塡6. �Ͻ�ѹ����ͷ
ͼ2 բ�忹��ǿ������о�(�г�״̬)
5������
����������β�ͬѹ���ھ���բ�忹��ǿ�����飬���ͼо��ܹ���Ч�Ľ���Шʽբ��г֣��Ͻ�ѹ����ͷ�ܹ���ȫ����բ���ܷ��沢���¼гֺۼ����г�״̬ʱբ����ܷ����Ե�ܹ�Ƕ��ֱ�ǿ��ڽ��мг֣�������̸���ģ��ʵ�ʹ���բ��ر�λ��ʱ�Ŀ���ǿ�����ܣ�����ĺϽ�ѹ����ͷģ��������෧����ճ��г֡�����բ��������μӹ����ܽ��п���ǿ�����飬������Ʒ��ʼ״���õ��˱�֤������Ч�ʵõ�������������������ݸ��ӳ���������ﵽ������涨Ҫ��
�����
����[1] GB/T 12234 - 2007��ʯ�͡���Ȼ����ҵ����˨���ӷ��ǵĸ���բ��[S].
����[2] API 600 - 2009��Steel Gate Valves - Flanged and Butt welding
����Ends��Bolted Bonnets[S].[3] API 591 - 2008��Process Valve Qualification Procedure[S].