蝶阀的结构特点及制造工艺研究
一、前言
水轮机进水管道上的阀门有蝶阀、球阀及筒阀等形式。蝶阀的优点是结构简单,密封效果好,缺点是蝶阀全开时会对水流有一定的扰动。
二、蝶阀的结构特点
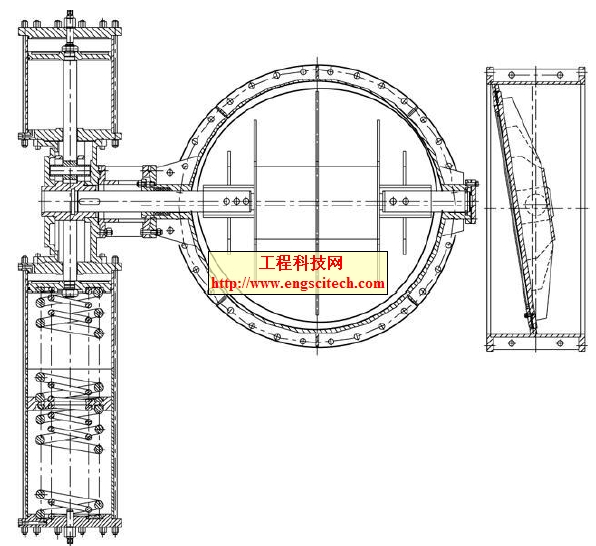
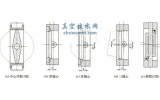
蝶阀的基本结构形式为重锤式双偏心液控蝶阀。蝶阀操作机构通常为直缸摇摆式接力器,操作方式为油压开启、重锤关闭。蝶阀主要包括阀体、活门、阀轴、密封装置、接力器、锁定装置、连接管、伸缩节、旁通管路及自动化控制装置等。蝶阀基本装配形式如图1所示。
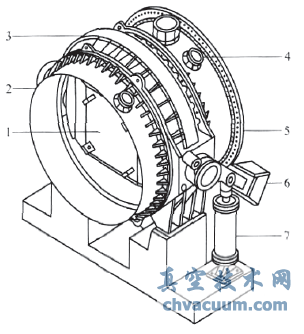
图1 蝶阀基本装配形式
1.活门 2.连接管 3.阀体 4.旁通阀座 5.伸缩节 6.重锤 7.接力器
阀体采用钢板焊接结构,其上设有连接上游连接管的上游法兰和用于连接下游伸缩节的下游法兰、地脚支座、支撑活门的两个阀座、全闭和全开位置设置液压 锁定装置和指示锁定状态的行程开关,如图2所示。阀 体应具有足够的刚强度,抗振能力强。阀体通过支承底 座可以将全部垂直载荷和动荷载传给基础,支承底座上 的地脚螺栓孔为长圆孔,允许底座有轻微轴向移动,以 便于安装、检修。为了适应这种水平移动,接触表面应 加工平滑,并涂有润滑剂。
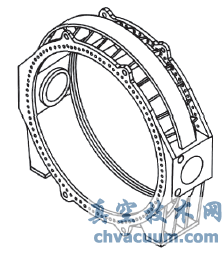
图2 阀体示意图
活门采用双平板空心框架焊接结构,以减小水力 损失,如图3所示。为增加重锤关闭蝶阀的水转矩,蝶阀采用双偏心结构,即活门对阀体偏心,阀轴与活门偏心。活门应具有良好的强度、刚度和水力性能。偏心 结构的活门具有水力自关闭特性,活门可以在机组紧急 状态下,实现动水自关闭,保证机组安全。活门的肋板 与盖板的迎水面与出水面通常采用翼形设计,这不仅使活门获得良好的流态,避免活门在紊流中抖动,同时能保证全开时流阻系数最小,可有效提高水力资源的利用率。
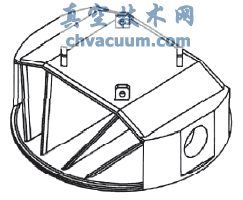
图3 活门示意图
活门上的主密封采用整圈高硬度实心橡胶围带,用不锈钢压板及螺栓固定在活门上,其密封紧量可以通过不锈钢压板进行微调,也可在不拆卸阀体的情况下检修或更换橡胶围带,如图4所示。活门在全关位置时, 受水压力的作用,橡胶围带紧紧压在阀体密封面上,封 住上游压力水。蝶阀阀轴密封属于运动密封,一般采用 四道组合密封。阀轴设有钢套,钢套外侧设两道O形密 封,内侧设两道密封,一道接近阀体内圆,采用整圈O 形橡胶密封,另一道在阀体外侧,采用两圈V形密封, 这种结构的好处是泥沙不会进入轴瓦,既可保证钢套拆 卸方便,又可保证活门转动灵活,封水可靠。
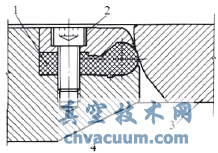
1.橡胶围带 2.压板 3.阀体 4.活门
图4 蝶阀主密封示意图
蝶阀为静水开启,故蝶阀开启前需自动打开旁通 阀充水平压,待监测到的蝶阀上下游压力差满足要求时才允许开蝶阀。均压监测采用压力变送器或差压变送器,旁通阀采用液压操作针阀,其开启和关闭时间在正 常操作条件下应在0~20s(可调),以防开关时发生过 大的水击压力。
三、蝶阀的作用和制造准则
蝶阀的作用:
1) 机组事故情况下,动水紧急关闭,以防止事故扩大。
2) 检修水轮机时,截断水轮机进水。
3) 机组长期停运时,截断上游来水,减少导叶磨蚀和冲蚀,防止机组蠕动。
由上可知蝶阀的主要作用是封水,因此蝶阀的制 造准则是保证蝶阀密封可靠,动作准确、灵活。蝶阀密 封主要包括阀体与活门的主密封、阀轴部位的轴承复合 密封以及各部件接合处的密封。保证蝶阀密封可靠即是 要保证这些部位的尺寸、表面粗糙度和形位公差等满足图样要求。保证接力器和活门动作准确、灵活,除要保 证接力器各部件及活门的尺寸、表面粗糙度、形位公差 等满足图样要求外,主要需保证阀体与活门轴孔的同心 度以及阀体与活门密封面的同心度。
四、阀体、活门的加工工艺、主要工装及设备
1.阀体的加工工艺、主要工装及设备
阀体为钢板焊接结构,分两瓣,主密封面堆焊不锈钢,轴孔中心相对于阀体中心偏心,偏心量为H ,其基本结构形式如图5所示。
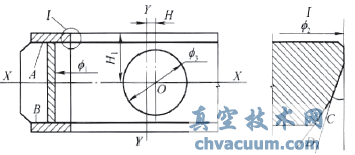
图5 阀体剖视图
阀体在焊接车间焊接完成并经退火、探伤合格后 才能转入加工车间进行划检及加工。阀体划检时应以A 、B平面为基准相互校借调平工件,根据轴孔加工余 量划阀体水平中心线X—X,划检阀体高度方向各部位 加工余量并划找正平线及加工线;以φ 1为基准划检阀体各圆方向加工余量并划找正圆线及加工线,划阀体垂直中心线Y—Y并按阀体轴孔偏心量H划阀体轴孔垂直中心线;阀体加工主要质量控制要点为H尺寸、H1尺寸、φ 3尺寸、φ 2尺寸及表面粗糙度、C角度尺寸及表面粗糙度、D角度尺寸及表面粗糙度。
阀体基本加工顺序为:划检→铣合口面、留修铣量、钻锪把合孔→组圆→回线→搭焊→密封面堆焊部位粗车、精车、其他部位粗车→探伤→割搭焊、拆瓣→堆焊→重新划检→修铣合口面→组圆→回线、划定位销孔加工线、划非加工面错牙线→合口面搭焊→同钻、铰合 口面定位销、装销→割搭焊、处理缺陷→铲磨非加工面错牙→粗车→粗镗→探伤→精车、精磨→精镗→探伤→阀体水压试验→与活门装配、精镗活门轴孔(详见活门加工工艺)→蝶阀密封试验→活门动作试验→阀体清理收尾→阀体清理涂装。
阀体主要加工设备为立车和镗床,粗车、粗镗时可以用普通立车、普通镗床;精车、精镗时需要用数控立车、具有转台的数控镗床,利用数控立车精车阀体密封面以保证φ 2尺寸、H1尺寸、C 角度、D 角度满足图样 要求;利用具有转台的数控镗床精镗阀轴轴孔以保证轴 孔的位置度和尺寸。由于阀体密封面表面粗糙度要求很高,车序达不到图样要求,需用磨头进行精磨以满足图样要求保证密封效果。阀体加工及装配试验时所需要的主要工装包括:阀体密封面检查样板、阀体水压试验工 具、蝶阀密封及动作试验工具。
2.活门的加工工艺、主要工装及设备
活门为钢板焊接结构,基本结构形式如图6所示。
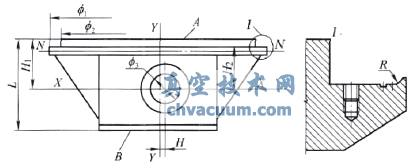
图6 活门剖视图
活门在焊接车间焊接完成并经退火、探伤等合格后才能转入加工车间进行划检及加工。活门划检时以A、B平面为基准相互校借调平工件,根据轴孔加工余量划活门水平中心线X—X,划检活门高度方向各部位 加工余量并划找正平线及加工线;以φ 1为基准划检活门各圆方向加工余量并划找正圆线及加工线,划活门垂直中心线Y—Y并按活门轴孔偏心量H划活门轴孔垂直中心线;活门加工主要质量控制要点为L尺寸、H尺 寸、H1尺寸、H2尺寸、φ 3尺寸、φ 2尺寸、φ 1尺寸、R尺寸等。
活门主要加工设备为立车和镗床,粗车、粗镗时 可以用普通立车、普通镗床;精车、精镗时需要用数控立车、数控镗床,利用数控立车精车活门密封面以保证φ 2尺寸、R尺寸、H2尺寸满足图样要求;活门与密封压板把合孔可按密封压板号划后加工,但为了保证机组互 换性,活门与密封压板把合孔均需数控镗床分度加工。 活门轴孔精镗时需将活门与阀体装配在一起按阀体轴孔找正加工。活门与阀体装配如图7所示。
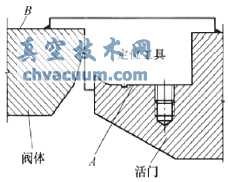
图7 阀体、活门装配定位图
活门与阀体分别按A、B平面调平,并调整J(A、B平面的距离)=J 1(B 平面到阀体水平中心线的距离)-J 2(A 平面到活门水平中心线的距离),同时调整活门与阀体间隙均匀,按实测尺寸配铣定位工具。装定位工具,焊牢。活门与阀体装配合格后按阀体找正并以阀体轴孔为基准精镗活门轴孔。测量活门轴孔端面与阀体 轴孔端面的距离,按实测尺寸配车轴承钢套。活门与阀轴通过圆柱销固定及定位,活门轴孔精镗完后直接装阀轴、轴承,调整阀轴与阀体轴孔同心度合格后将阀体与 阀轴搭焊牢固,同镗、铰活门与阀轴销孔。活门加工及装配试验时所需要的主要工装包括:活门密封面检查样 板、活门与阀体装配定位工具、蝶阀密封及动作试验工具。
五、蝶阀的装配及试验
蝶阀在加工厂内需要进行的试验主要有阀体水压 试验、蝶阀密封性能试验以及活门动作试验等。
蝶阀的装配及试验主要过程有如下(共27个步 骤):①在阀体的密封槽内安放密封橡皮条,与阀体 合缝面处密封橡皮条粘牢。②阀体与上水压试验盖装 配。③将方箱均匀摆放并固定在装配平台上。④将阀 体与水压试验盖组合体翻身,落在方箱上(如图8所 示)。⑤阀体与水压试验盖装配。⑥将阀体两轴头处 水压试验盖装上并把紧。⑦阀体充水,按图样要求作 水压试验,检查阀体和两轴头处是否漏水,升压应分 段进行,各阶段无异常方可继续升压,保压试验时间为30min。⑧阀体水压试验合格后,卸压,放水,拆水压 试验盖,加工表面涂油保护。⑨阀体与活门装在一起, 精镗活门轴孔、活门与阀轴同镗、配车钢套,详见活门 加工工艺。⑩装钢套、轴承及阀轴密封。⑪装主密封圈 及密封压板,装配后活门试开关。⑫将水压试验盖放在 方箱上,把方箱固定好。⑬将阀体、活门组合体平稳吊 起, 阀体、活门密封面向上,慢慢对正水压试验盖上的 把合孔并落在水压试验盖上,拧紧螺钉。⑭将伸缩节对 正在阀体法兰上面的把合孔,把紧伸缩节螺钉(如图9 所示)。⑮充水,检查有否渗漏现象,如漏水,则进行 处理,待不漏后方可升压做蝶阀密封性能试验,时间30min,漏水量应符合图样要求(在作水压试验及漏水 试验时,要将压力管路固定好,以免引起振动,影响压力表指针的摆动)。⑯密封试验合格后,放水,拆伸缩节,拆水压试验盖,把阀体与活门组合体放在方箱上。
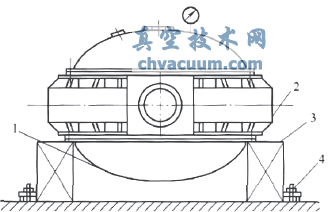
1.水压试验盖 2.阀体 3.方箱 4.压板螺钉
图8 阀体水压试验图
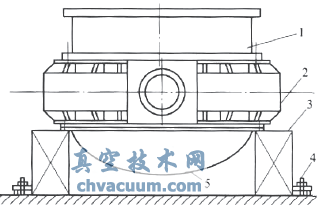
1.伸缩节 2.阀体 3.方箱 4.压板螺钉 5.水压试验盖
图9 蝶阀密封试验图
⑰按图样装转臂,转臂中心线对准阀轴的全关线(在装 转臂之前装指示装置底板)。⑱用搭焊块将转臂与阀轴 搭焊在一起,焊时应注意不应使转臂与阀轴相对位置移动。⑲用可移式镗床钻铰定位销孔并装销。⑳将搭焊块 磨开,端面磨平,装盖板。将阀体活门组合体平稳吊 放在方箱上,用压板、螺钉把紧在方箱上,并用压板压 牢。装锁定装置,配装锁定销,锁定销与销孔间隙合格。打开锁定装置,用吊车吊转臂做活门开关试验。 装重锤并做重锤自关闭试验。在重锤的作用下活门应 达到关闭状态(为防止冲击过大,可使用起重机慢慢落 下重锤)。配装刻度板及行程开关。 装配操作试验合格后拆开,清理。 按图样要求涂装。
六、结语
由于蝶阀结构简单,操作方便,因此应用广泛, 本文系统分析了蝴蝶阀的结构特点及制造工艺,为哈电蝶阀的制造积累了经验。