高分子材料在杂木寺电站蝶阀密封漏水处理中的使用
杂木寺电站位于甘肃省天祝藏族自治县与凉州区境内的杂木河干流上,是杂木河毛藏寺———渠首河段规划的第三座梯级电站。电站安装有2台单机容量为9000kW的立轴混流式水轮发电机组和1台单机容量为5000kW的立轴混流式水轮发电机组(简称小机),总装机容量23MW,多年平均发电量7938万kW·h,年利用小时3451h。
1、概述
杂木寺电站位于甘肃省天祝藏族自治县与凉州区境内的杂木河干流上,是杂木河毛藏寺———渠首河段规划的第三座梯级电站。电站安装有2台单机容量为9000kW的立轴混流式水轮发电机组和1台单机容量为5000kW的立轴混流式水轮发电机组(简称小机),总装机容量23MW,多年平均发电量7938万kW·h,年利用小时3451h。
电站装有2套压力为3.0MPa、公称直径1.1m和1套公称直径0.9m的金属硬密封蝶阀。
3台机组蝶阀经过2a的运行,阀板出现大量漏水现象,虽然厂家专业技术人员到现场对缺陷进行了反复处理,但是处理完毕以后仅使用了6个月又开始出现大面积漏水。经过仔细检查、分析,首次在1号机组蝶阀上使用高分子材料替代柔性石墨材料的方法,解决了阀门漏水的问题。
杂木寺电站机组最大水头224.5m,最小水头193m,额定水头196m,大机额定流量5.466m3/s,小机额定流量3.033m3/s,多年平均含沙量0.556kg/m3,汛期(5~9月)平均含沙量0.634kg/m3,多年平均悬移质输沙量12.1×104 t,泥沙中值粒径0.019mm。
2、现象描述
杂木寺电站3台机组相继于2010年11月陆续投产发电,投产初期3台蝶阀均正常,未发现漏水现象。在2011年主汛期期间,对3号机组蜗壳流道进行检查时,发蝶阀阀板密封处有漏水现象;初期为少量渗漏,为针尖大小,水柱喷射长度约为0.5m左右,检修人员还能顺利地进入蜗壳内工作。但是在接下来的几个月内,蝶阀漏水量逐渐增大,到后期,漏水量达到拇指粗细,喷射长度达到2m,水流末端呈雾状,打开蜗壳进人门后,整个流道内被水雾笼罩,检修人员无法进入蜗壳内作业。
在2012年1月检修期间,电站对引水隧洞进行排水,将隧洞内的蓄水放空,厂家技术人员对蝶阀密封漏水处进行了修复处理,更换了部分石墨密封垫层;但是处理完毕以后仅使用了6个月又开始逐渐出现大面积漏水。因漏水较大且压力较高,导致机组无法正常停机且蝶阀关闭后人员无法进入阀后机组蜗壳内,对电站安全生产工作和作业人员的安全造成了极大的隐患。
3、原因分析
3.1、结构介绍
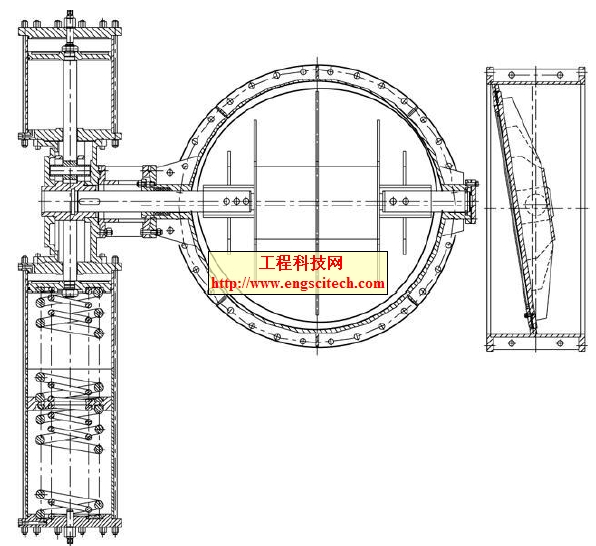
杂木寺电站蝶阀金属密封阀座上堆焊不锈钢层,与之对应的阀板密封面材料采用不锈钢+柔性石墨复合圈(见图1)。设计时考虑两密封面材料之间有相对硬度差,避免了阀门密封面在开、关过程中的胶合与擦伤,可以提高蝶阀使用寿命。
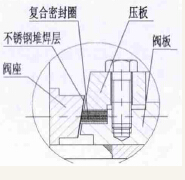
图1 金属密封结构示意
3.2、厂家意见
在蝶阀发现漏水后,厂家给出了初步分析意见:最大的可能是水质的影响,水中泥沙颗粒较大,在蝶阀关闭时,沙粒被夹在复合密封圈和阀座间,沙粒硬度大,损伤了密封面。
3.3、漏水处检查
从检查蝶阀漏水处的密封座以及阀板的情况看,在漏水最大的阀座处有规格、大小不一的蜂窝状凹坑,呈现不规则排列。阀板对应的漏水处,石墨圈材料已经没有了,不锈钢圈也出现犬齿状的缺失,并且凹坑内和不锈钢圈的犬齿处都非常光亮,底部也非常光滑。
从上述迹象明显可以看出,这些损伤是气蚀破坏所致,并非挤压沙粒形成。气蚀是水利机械中常会遇到的一种损坏形式,是流体在高速流动和压力变化条件下,与流体接触的金属表面上发生洞穴状腐蚀破坏的现象,常发生在如离心泵叶片叶端的高速减压区。气蚀的特征是先在金属表面形成许多细小的麻点,然后逐渐扩大成洞穴,当液体在与固体表面接触处的压力低于它的蒸汽压力时,将在固体表面附近形成气泡;另外,溶解在液体中的气体也可能析出而形成气泡。随后,当气泡流动到液体压力超过气泡压力的地方时,气泡便溃灭,在溃灭瞬间会产生极大的冲击力和高温。固体表面经受这种冲击力的多次反复作用,材料发生疲劳脱落,使表面出现小凹坑,进而发展成海绵状。严重的气蚀可在表面形成大片的凹坑,深度可达20mm。
3.4、造成气蚀的原因
从结构上看,密封板的密封材料是多层石墨材料和不锈钢圈叠压而成,每层的石墨圈厚度为3mm,不锈钢圈的厚度为2mm,在整个密封面上呈现出1层不锈钢圈和1层石墨圈交错重叠的情况。在密封面使用石墨材料主要是利用石墨的耐磨性和润滑作用,防止蝶阀开启、关闭过程中出现胶合与擦伤;但是石墨材料由于分子间层与层间距大,结合力小,质地软并且易碎,在使用时轻微的磕碰就会掉块、脱落。运行石墨材料直接被水流冲刷,局部掉块、脱落后,在夹层中间就出现凹坑,在高速水流的长期冲刷下,凹坑两侧逐渐被气蚀,面积逐步扩大,深度逐渐加深。阀门关闭后与阀板对应的阀体密封圈也同步逐渐发生气蚀。
4、处理方法
4.1、方案确定
经过现场检查,2、3号蝶阀气蚀破坏较严重,密封面现场无法修复,故返回专业厂家进行加工消缺。1号蝶阀气蚀较轻,阀体及阀板气蚀坑深度只是表面局部。借鉴高水头球阀的密封材料要求,在球阀的密封面上采用高分子材料(即聚四氟乙烯)作为密封材料使用,密封效果满足使用条件要求;而且聚四氟乙烯具有高韧性、高强度的特点,且也具有一定的润滑效果,克服了石墨材料的弱点。经过分析对比,决定在1号蝶阀上采用高分子材料的密封圈更换石墨圈的方案。
4.2、工艺方案
这里重点介绍1号蝶阀更换高分子材料的工艺方法。
原来的石墨密封圈与不锈钢密封圈均为7层,相互交错布置。为稳妥起见,决定先更换外侧2~3层石墨圈,待蝶阀经过一个汛期后,视气蚀情况再做决定。
1)材料准备
现场准备与石墨圈厚度相同的2mm聚四氟乙烯板(宽1.2m,长3m)以及裁纸刀等工具。
2)粘接材料的选择
现场经过多次反复试验,最终使用鱼珠胶能很好将聚四氟乙烯板粘接在不锈钢圈上。
3)步骤
①先将1号蝶阀全开,拆下阀板的密封压板以及第一层不锈钢圈,连同粘接在不锈钢圈上的石墨圈一并拆下。
②清理压板及不锈钢圈上的石墨圈,并用酒精擦洗干净。
③将聚四氟乙烯板平放在检修间的地板上,擦拭干净,涂抹鱼珠胶,粘接压板,粘接不锈钢圈。
④放置好不锈钢板后,用1块10mm厚的钢板压在粘接好的不锈钢板上;在压的钢板上放置加热板,将温度控制在80℃。
⑤12h后,取走加热板、压板,此时不锈钢圈已经与聚四氟乙烯板可靠地粘接在一起,用裁纸刀沿着不锈钢圈裁下聚四氟乙烯板。
⑥回装粘接好的不锈钢圈及压板,至此安装消缺工作全部结束。
5、结语
处理后的蝶阀已经使用多月,目前密封效果良好,漏水量明显减少。采用聚四氟乙烯板替代石墨材料的方法目前在国内尚属首次。