阀门填料函分流法消除管道焊口渗水
1、问题的提出
核电站安全注入系统的主要功能是当反应堆冷却剂系统或蒸汽系统发生破裂时提供堆芯应急冷却,防止燃料包壳熔化并保证堆芯保持几何形状和完整性。在某核电站工程调试高峰期间, 反应堆处于正常冷停堆工况,安全注入系统已经投运,该系统上一个DN12的手动截止阀下游需要焊接仪表管,以便安装压力测量装置。仪表管外径3/8in1(9.525mm),壁厚1.65mm,内径约6.225mm,材料是316L(00Cr17Ni14Mo2) ,采用对接氩弧焊。由于阀门关闭不严存在内漏, 管道焊口对接时液体从焊缝渗出,渗漏速率约1滴/4s。焊接从焊缝周边不渗漏的部位开始,因渗漏间隔时间较短,焊接高温产生的汽泡使焊缝最后2mm无法合拢而停止工作。根据现场的具体情况分析,若渗漏间隔为1滴/10s时能够完成焊接。因此减少焊缝处液体渗漏成为焊接的关键问题。
2、阀门内漏分析
截止阀的介质流动方向为低进高出,当阀门处于关闭状态时,填料不受介质的作用力,整个阀门腔室与下游相通。阀门下游用插套形式焊一段短管,用来与仪表管相焊接。仪表管长约1m,下游与压力测量装置相连接(活接头连接方式)。观察管道活接头一端管口无液体流出, 阀门内漏的液体在流经焊缝时全部从长约2mm 的孔中渗出,渗漏的速率约1滴/4s。由于受反应堆状态的限制,排空安全注入系统是不允许的。常用的止漏方法如冰堵、吸水纸、加热汽化和焊口由对接变插套等均不适用。
3、分流法
为使渗漏的速率由1滴/4s延长至1滴/10s或液体向下流动时从管内壁已经焊接处向下流, 以保证2mm 的焊缝处无渗漏,必须对渗漏的液体施加干扰力。根据阀门的结构, 通过流动的气体对渗漏液体进行干扰。经过分析和试验, 采取了用吸尘器从填料函吸气法。
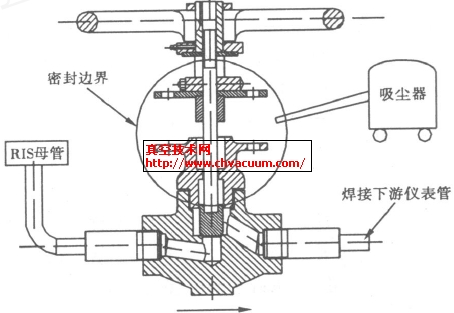
图1 分流方法
首先拆除填料, 此时填料函通过阀杆与阀体的间隙和阀腔相通。以阀门支架作为支承,用密封材料建立一个密闭的空间,插入吸尘器吸头(滤水型,图1)。吸尘器工作时必须有气体流动,否则会损坏电机。由于阀杆处的间隙很小, 当电机发出沉闷的声响时打开旁路(使用的吸尘器吸杆上有一旁路开关)增大气体的流动,使吸尘器能连续工作。经过试验,此方法使2mm 焊缝处无液体渗漏的时间达到10s以上,满足了焊接的要求。
4、结语
在填料函处用吸尘器对渗漏介质进行有条件的分流,可以减少阀门焊接过程中液体渗漏的影响。此方法易于操作,效果良好,有利于维修工作的顺利进行。






















