黑水闪蒸系统角阀损坏原因及处理
针对德士古煤化工系统气化和渣水处理装置的黑水角阀在实际应用中出现的阀体及阀座后流道冲蚀、气蚀、阀瓣脱落和阀门卡塞等现象,从结构设计、关键零部件的材料选择等方面分析了原因,提出了相应的解决方法。
1、概述
用于德士古系统煤气化装置的气化和渣水处理装置中的黑水角阀,由于介质温度高、压降大、灰渣含量高、颗粒硬度高、腐蚀性强,且介质为固、液、气三相流等因素,对阀门造成极大程度的冲蚀及气蚀破坏,严重影响阀门的使用寿命和系统正常运行。
2、原因分析
黑水角阀在德士古系统使用中常见的问题主要为阀体穿孔、阀瓣脱落、阀内件冲蚀和阀门卡塞等。
2.1、阀体穿孔
某煤化工现场使用的黑水角阀在装置运行2 个月后出现阀体穿孔,其现场介质为含有固体颗粒的黑水,温度为200℃,进口压力为8MPa,出口压力为0. 4MPa,阀门关闭压差为10. 34MPa,管道尺寸为DN150,阀门进口法兰公称直径为DN100,阀门出口法兰公称直径为DN150,最大流量为160m3 /h。经初步计算分析,入口流速为5. 7m /s,出口流速为2. 5 m /s。介质流动状态为阻塞流,由于阀后压力0. 4MPa 远小于阀前200℃ 时的饱和蒸汽压( 1. 55MPa) ,阀后存在严重气蚀现象。
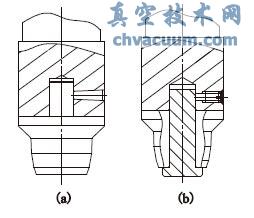
通过流体有限元分析软件( 图1) 分析,介质在阀腔拐点和出口缩径处流速极高,黑水中的硬质悬浮颗粒对阀腔造成严重的冲蚀破坏。另外,出口法兰与缩径管道连接处的壁厚过渡不均匀,而这种结构设计在铸造时很容易引起金属局部积聚和厚度突变,容易产生砂眼、缩孔和裂纹等铸造缺陷,在高速冲蚀的工况,阀体易出现穿孔。

图1 阀体有限元分析
2.2、阀瓣脱落
目前在高温闪蒸工位使用的黑水角阀,其阀杆和阀瓣多采用机械紧固连接。由于介质的高速冲击或波动,连接处易出现松动,引起阀瓣的振动。而阀瓣材料为整体烧结的硬质合金,硬度高、脆性大,在这种循环振动的工况阀瓣容易震碎。如使用中引发共振对阀瓣的破坏更大。
2.3、阀座后流道冲蚀和气蚀
从黑水液固两相流经角阀减压后的流动状态分析,介质对阀座后流道主要产生冲蚀和气蚀破坏。在节流口处,根据伯努利方程,静压能转变为动能,其流速急剧增加( 流动状态为湍流) 。夹杂在黑水中的硬质颗粒( SiO2等) 以切削、犁沟和刺入的方式对阀内件进行高速冲刷形成冲蚀。在节流口处静压能最低,若缩截面处的压力等于或小于该液体入口温度下的饱和蒸汽压时部分气体将气化,使阀后形成气、固、液这三相流共存的现象,出现闪蒸,继而压力恢复至高于饱和蒸汽压时气泡破裂,形成气蚀使阀座后流道的内表面形成蜂窝状的小孔。在冲蚀和气蚀的双重作用下,阀座后流道采用一般高硬度的耐磨材料或表面硬化工艺很难满足工况要求。目前国内外角阀厂家通过在阀座后流道衬一段硬质合金管,其余流道喷焊硬质合金解决冲蚀和气蚀问题。但由于缺乏对工况的了解,阀门在使用一段时间后阀后流道依然出现不同程度的损坏。
2.4、阀门卡塞及外泄漏
黑水闪蒸系统的角阀在使用一段时间后出现卡塞的故障,其主要原因是阀门在开关过程中,固体颗粒进入填料和阀杆的间隙处,经长期运行后引起物料堆积甚至结垢而将阀杆卡住,导致阀门输出力不足引起卡塞,甚至出现阀门外漏。其次是阀门执行器的安全系数选择过小也是引起卡塞的主要原因之一。
3、改进措施
针对黑水角阀在使用中出现的问题,从阀门内腔结构、零部件连接方式和热处理工艺等方面做了改进。
3.1、优化阀体内腔结构
阀体内腔按IEC 534 标准的角式流线型设计,且内腔不同型面的过渡处尽量采用大圆弧设计,以避免滞留点和急转弯。若存在流速高、腐蚀性强的恶劣工况,阀体内壁还应采用喷涂硬质合金的硬化方式,以提高阀体耐蚀耐冲刷能力。阀门公称直径及节流口规格应尽量按照管道选型,避免阀腔及阀出口缩径,以提高阀门的整体性能。
3.2、优化阀杆与阀瓣结构
黑水角阀的阀杆与阀瓣连接通常采用热衔铆接工艺及螺栓锁紧阀瓣后再用螺钉防松( 图2) 。从抵抗介质侧面冲击方面分析,采用螺栓锁紧阀瓣后再用螺钉防松效果较好。因阀杆与阀瓣的连接力臂较短,其抗弯和抗冲击性能更优异。黑水角阀的阀杆细长比较大,易受介质侧面冲击引起振动,所以在设计允许的条件下,适当的增大阀杆直径,以增强阀杆的稳定性。对气化炉出口的黑水阀,应适当的优化选型,控制阀门正常工作时的开度在30% ~ 80%,避免小开度工作,减少黑水中的介质颗粒对阀瓣的异常冲击。
3.3、优化阀座后流道热处理工艺
在阀座后流道的适当距离内衬整体烧结的硬质合金,以减少介质对管内件的冲蚀和气蚀破坏。硬质合金应采用整体烧结的碳化钨,制造工艺采用冷等静压,以提高材料的致密度,增加晶粒间的粘合力,从而保证更好的硬度和强度。
3.4、优化阀杆密封结构
在阀杆密封的填料函处必须设计有防细小物料进入填料密封系统的刮尘结构。同时在设计允许的条件下,尽可能增大执行器的安全系数,解决因少量物料堆积引起的阀门卡塞。
(a) 铆接(b) 螺栓连接
图2 阀杆与阀瓣连接
4、结语
黑水角阀作为德士古系统煤气化装置的气化和渣水处理部分主要调节阀,在系统中起着至关重要的作用。阀门设计时,不仅应使阀门结构设计合乎规范要求,还应多了解在线使用时出现的诸多问题,以优化产品结构,提高产品的使用寿命,保证系统的安全运行。