����ļӹ����շ���
����������ij�ܵ����Ʒ�Ϊ�о����÷���������ǿ���Һ��Ŀ����Լ������Ĵ�С�����¶�������Ĺ��á����Ϻ���������������ͷ������ڴ˻����϶Է�����������˼���Ҫ������ͼӹ������Է������������������ļӹ�������
1��������������
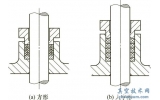
�����÷�����һ����ͨ��һ�������ƺ�һ�������ƿķ��α��������������ӡ�������������������װ���Ʒ��ţ����÷�����������IJ����ǻ�����HT350���俹��ǿ�ȴ���350MPa��
2���������
����������Ƿ��壬�������ͨ����������ĸ�뷧�����ӣ��γ������ɷ�о��Φ43��ǻ����˵�Φ50H11Բ���β��뷧�ǵ�Բ����Ե����ϣ������ǻ�Ҳ�Φ35H11Բ���βۣ����������ر�ʱ��й¶������ܷ�Ȧ�������Ҷ�����������ϵͳ�йܵ���������M36´2���ڲ����ݿ�Φ28.5��Φ20���ǻ��ͨ���ڷ����ϲ���Φ36Բ�����У���Φ26��Φ22��Φ18�Ľ������ǻ��ͨ���ڽ��ݿ������ɷ��ˡ�����ѹ���ף����ݿ���90°������λ�飬�������ư��ֺͷ��˵���ת�Ƕȡ�
�����ӳߴ��Ϸ���������Ľṹ��ʽ�Ƚϸ��ӣ���ע�ߴ�ܶ࣬���������������Ҫ�ߴ硣�Է���ˮƽ����Ϊ����(�߶ȷ���)�ߴ����ע��ˮƽ����ľ���ֱ���ߴ�Φ50��Φ35��Φ20��M36´2�ȡ�ͬʱ��Ҫע��ˮƽ���ߵ����˵ĸ߶ȳߴ�56���Է��崹ֱ������Ϊ���ȷ���ߴ����ע��Ǧ������ľ���ֱ���ߴ�Φ36��M24´1.5��Φ22H11��Φ18H11�ȡ�ͬʱ��Ҫע��Ǧ���������������ľ���21���Է���ǰ��Գ���Ϊ���ȷ���ߴ����ע�������Բ�������γߴ�Φ55������淽��Ե���γߴ�75´75���Լ��ĸ��ݿĶ�λ�ߴ�Φ70��ͬʱ��Ҫע��������λ��ĽǶȶ�λ�ߴ�45°±30��
3������Ҫ�����
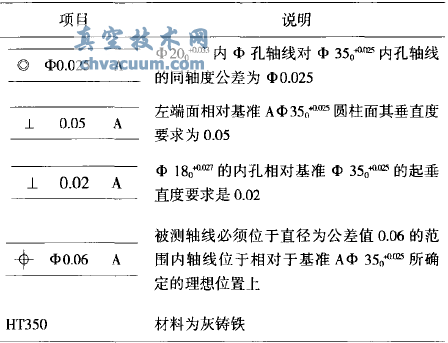
����(1)�ߴ羫�ȡ�����ijߴ羫����Φ50��Φ35�ľ���ΪIT7���ߴ�41�Ĺ�����0.06������ΪIT9���ߴ�43�Ĺ�����0.039��������IT8���ߴ�21�Ĺ�����0.05������IT9���ߴ�Φ22��Φ20���Բ���0.033��������IT8���ߴ�5�Ĺ�����0.18��������IT13���ߴ�Φ18�Ĺ�����0.027��������IT8���ߴ�56�Ĺ�����0.12��������IT10��
����(2)λ�þ��ȡ�ָ����ĸ�����֮���λ�þ��ȡ�Φ20��Φ35��ͬ���Ӧ�ﵽ���Ҫ���ĸ����ƿ�Φ35�����ߵĶ�ҲӦ�ﵽ���Ҫ��
����(3)����ֲڶȡ�����ĸ�����Ĵֲڶ�Ӧ�ﵽ���Ҫ��Ĵֲڶ�Raֵ��
����(4)�ȴ������ܡ�
��1 �ߴ羫��˵����
4������ļӹ������Է���
����������Ƿ��壬��Ҫ�ӹ�������Բ���ڿס����桢��̨�ס������ƺ��۵ȣ����Ҽӹ��ڱ���������࣬�ʹ������������ѣ�
����(1)�ӹ�����������ڲ����У������������ֱ�����۾����۲죻
����(2)��м�����ų�����ȴҺ����ע����������
����(3)���ӹ�ʱ���ں�Ƚϱ����ӹ�ʱ���ײ������Σ�
����(4)�ڿIJ���Ҫ����Բ�ѣ�������С�ס�
�����ͷ��������˵��
����(1)�ù�����������������Ϊ�������ݻ������е�ԭ��һ������Ӧ���Ҷ�����Բ��λ�ӹ�����漰�ڿס�
����(2)��������ıں�ϱ����ڸ�������гֹ���ʱӦע���ֹ���Ρ�
����(3)�ù����ڿ�Φ20��Φ35��ͬ���Ҫ�������ڼӹ�ʱΦ20��Φ35Ӧ��һ��װ������ɼӹ���
����(4)�ù������ƿ�4-M12��Φ35��������λ�ö�Ҫ�������ڼӹ�4-M12���ƿ�ʱ��Ӧ���ר����ģ�����ܱ�֤λ�öȵ�Ҫ��
5�����żӹ�����·��
�������ⶨ����·��ʱ�������л��ɢ�ij̶ȣ���Ҫȡ����������ģ������Ľṹ�ص�ͼ���Ҫ����ʱ����Ҫ���Ǹ������������ĵ�һ���ԡ�һ������£�����С������ʱ��ֻ�ܹ����У���һ̨��ͨ�����ϼӹ���������ı��棻������������ʱ���ȿ��Բ��ö൶������ȸ�Ч���Զ��������������У�Ҳ���Խ������ɢ����֯��ˮ��������������Ӧ�����ܲ���Ч�ʽϸߵİ��Զ�������ʹ�����ʵ����У��Ӷ���Ч����������ʡ�
������������ļӹ�����·�߰������£�(1)����ë����(2)ʱЧ������(3)������棬�֡��뾫�����ۿ�Φ35��Φ43��Φ50���ꡢ�ֽ¡�����Φ20��(4)���������Ҷ��棬����Φ28.5�����Ҷ���Բ���棬���ǣ���M36´2���ƣ�(5)���϶��棬�ۿ�Φ18��Φ22��Φ26����Φ��24.3����M24���ƣ�(6)��-��4-M12���ƣ�(7)ϳ̨��(8)��飻(9)��װ��⡣