orbit阀门阀杆断裂原因和解决措施
石西天然气处理站采用分子筛脱水装置脱除天然气中 的水,达到净化气体、降低气体水露点以及满足后续流程运行的工艺要 求。分子筛脱水装置选用进口的卡麦龙公司生产的提升式轨道球阀进行 脱水工艺流程的自动切换。因此轨道球阀的运行状态好坏直接关系着整 套装置的安全平稳运行。
天然气处理站orbit阀门由于常年运行再加上检维修质量不过关,经常发生阀门故障,给分子筛系统正常运行带来了严重影响。而故障中对工艺系统影响最大的就是orbit阀门阀杆断裂故障,阀杆断 裂后阀门开启不了,整套工艺流程被堵塞,会造成分子筛前端压力升高,压缩机憋压停机。遇上冬季要是故障的不到及时有效的处理,刚刚脱完水的分子筛的不到及时的再生会造成分子筛冻堵。
1、Orbit阀门故障起因
Orbit阀门位于天然气处理站天然气处理工艺中分子筛工艺的进出口,工艺介质为天然气,正常操作压力为3.OMPa,有压力波动;温度在50-200°C范围波动。该装置自1997年投产至2006年8月检修前未发生过阀杆断裂事故。2006年8月检修时更换了一批阀杆,更换上去的阀杆材料为ASTM420,原更换下来的阀杆材料为ASTM8620。到断阀杆发生时仅服役不到半年时间。到2012年为止陆 续发生阀杆断裂事故共7起。给气站的安全平稳生产造成了较大影响,分析出阀杆断裂的原因并解决阀杆问题刻不容缓。问题最终聚焦在阀杆质量问题和装配质量问题上。
2、阀杆断裂原因
为了搞清楚是否是阀杆材质出了问题,天然气处理站委托有资质 的单位对阀杆进行了专业分析,分析结果如下:(a)由硬度测试看出, 均符合或超过技术要求(HRC33至40)从硬度值来看,更换下来的8620 阀杆性能优于断裂420阀杆;(b)由化学成分分析结果两个阀杆材料 均符合标准规定;(c)SEM断口分析。
由SEM断口分析可以看出,断面上存在大量显微裂纹以及垂直 于微裂纹的疲劳纹,表明阀杆的脆性疲劳断裂特征。
综合分析结果可以得出结论:不管是 AS T M42 0阀杆还是 ASTM8620阀杆质量都是符合标准的,ASTM8620阀杆质量略优于 ASTM420阀杆。阀杆的断裂是由于阀杆在低频交变应力作用的作用 下表面应力集中处产生了疲劳裂纹,从而使材料的疲劳寿命降低,导 致阀杆脆性断裂。
3、疲劳裂纹产生的原因
经过专业的分析,得出阀杆断裂的原因是疲劳断裂,疲劳纹怎样 产生的又成了摆在我们面前的一道难题。虽然阀杆材质有一个使用寿命,但是这个疲劳的太快了,以前用了10年都没疲劳断裂,现在用了不到半年就断裂。肯定和检维修质量有关,影响阀杆检维修质量的参数就有阀杆行程和阀门密封面安装方向。
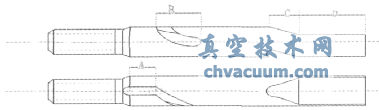
图1 阀杆示意图
根据orbit阀门工作原理知道阀门行程装配过短:阀杆密封斜面 和阀芯销钉压和度不够,导致阀芯和阀座环密封不紧,阀门容易内 漏。阀门行程装配过长:阀杆密封斜面和阀芯销钉压和度增大,导致 阀芯和阀座环密封过紧,阀杆受力增加容易疲劳。
阀杆主要有A、B、C和D功能段。A段为阀杆直线运动控制段,B 段位阀杆旋转运动控制段,C段位球体松压段,D段为球体旋转段.对 于我站6寸orbit阀,其中A+B=81mm;3寸orbit阀A+B=61mm。在装配过程中6寸阀门选择的装配行程范围在:6寸阀门行程:85.73---90.49mm,3寸阀门行程:48.42---53.18 mm 很显然6寸阀门行程太长。3寸阀门行程在合理的范围内,这也是为什么3寸阀门从来没有 发生过阀杆断裂故障。
ORBIT轨道球阀的结构为单面密封,同时要求非密封方向即反 向压差不能超过0.2Mpa,即ORBIT轨道球阀非密封侧压力高于密封 侧压力时,密封效果最好,否则可能出现超出要求的泄漏,达不到使 用效果。根据密封要求列出我站分子筛在各种工作状况下orbit阀门 密封面安装示意图:
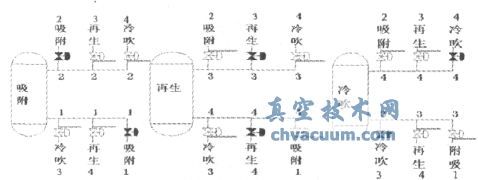
图2 理论阀门密封面安装图
数字越大代表压力越高,数字越小代表压力越低,红色部分表示理论密封面侧。理论情况下,6寸orbit阀门密封面应该在背离分子筛侧,这样密封效果会更好。实际气站吸附进口密封面都是向着分子 筛侧的,存在反相压差约200kpa,虽然不影响阀体密封,但是影响阀杆受力。这个反相的压差使阀杆所受疲劳应力增加。
目前为止,所以断裂的orbit阀杆均为吸附进口,而且是在从冷 吹切换至吸附状态时,发现阀杆断裂,断裂时阀杆状态为关闭状态。 Orbit阀门在开启时基本不受力。受力主要在关闭时,阀杆功能段C斜 压阀芯销钉,使阀芯和阀座环密封紧密。由此可以判断出阀杆疲劳纹是在关闭时期造成的,也在关闭时发生断裂。
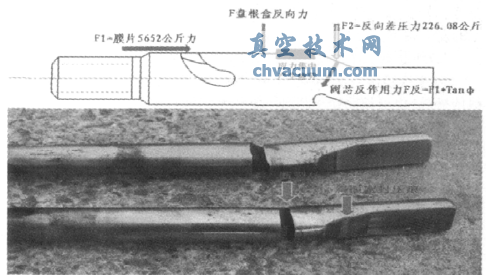
图3 吸附进口Orbit阀门在分子筛冷吹时的受力分析
由Orbit阀门在分子筛冷吹时的受力分析,可以得出。阀杆在这 个时期主要受力为膜片给阀杆向下的力:F=P*S=仪表风压力*膜片 面积=4.5公斤*3.14*20*20=5652公斤。和反向压差力:F2=密封面 S1*管线差压P=3.14*6*6*200kpa=226.08公斤。阀芯销钉给阀杆的反向作用力:
F反=F*tanφ1+F2,随着阀杆行程增加,阀杆将阀芯和阀坐环压 的越紧,夹角φ1就会增大,反向作用力也会增加。
在低频交变应力的作用下,在应力集中处产生疲劳裂纹使材料 的疲劳强度降低,导致阀杆脆性断裂。由于阀杆上半部分有盘根盒紧紧包裹,所以阀杆断裂处为盘根盒和阀芯交界处及图3中,红色部分, 应力集中处。
综上所述,阀杆断裂的原因为:1、阀杆行程装配过长,导致阀杆密封斜面压入阀芯过深。阀杆受力增加,容易疲劳。2、阀门密封方向 安装不合理,工作时在密封面上有反向的作用力。加大了阀杆负荷。
4、解决方案
(1)针对阀杆断裂,采取了更换原来所有的420阀杆。并将阀杆 行程调整到合理的范围内。阀杆行程要小于A+B=81mm,又要密封 紧密;(2)调整阀门位置密封面向着低压方向,使阀门工作的时候有 正向的压差。






