超低温截止阀结构设计
主要研究超低温截止阀在常温和低温工况下,其阀盘主密封的结构与加工工艺,探讨阀杆上密封结构和中法兰密封结构,提出应用于超低温环境下,截止阀主密封及外密封技术的思路,并结合具体加工工艺进行可行性研究。通过试验验证,超低温截止阀密封技术方案科学可靠。
超低温截止阀是应用于低温工况下的截止设备,一般工况温度在-100℃以下.低温工业在工业领域中占有重要的地位,以天然气为例,为了使天然气更加方便运输,工业上一般用降温和压缩的方法将气化天然气转化为液化天然气(LNG),在标准大气压下的沸点是-162℃,气化后体积为液态时的600倍[1]。超低温截止阀作为低温工业用的一种主要阀门与重要截止设备,对其密封结构的设计与研究具有重大的意义.704研究所通过大量的研究试验,针对-196℃超低温工况,研制出了可在此温度环境中工作的超低温阀门样机(见图1)。
1、超低温截止阀对材料的要求

图1 超低温截止阀样机
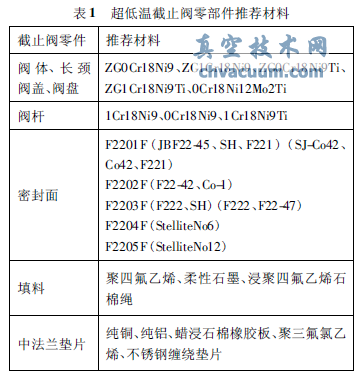
在常温工况下应用的阀门,材料选择的范围比较广泛。超低温截止阀的使用工况在-100℃以下,对材料的要求较为严格。在工作温度下,材料不应产生低温脆性破坏,材料的组织结构应稳定,以防止材料相变而引起体积变化;采用焊接结构时,材料的焊接性能要好,在低温下焊缝具有较高的可靠性;阀门在低温工况下频繁启闭,其阀瓣、阀杆、阀座等零部件应避免卡阻、咬合与擦伤等现象。基于上述要求,低温截止阀主要零件推荐选用的材料如表1[2]。
2、超低温截止阀主密封结构设计
超低温截止阀采用阀瓣与阀座接触的锥面密封结构,密封副设计成金属对金属的硬密封形式,阀座设计在阀体上,和阀体组成一体结构,如图2所示。为保证阀门的可靠密封,在阀瓣和阀体密封面上喷焊硬质合金。经过低温试验及涂层力学性能试验,证明喷涂后硬度增加,低温环境耐磨性能良好,促进阀门在低温环境的可靠密封。经过查阅资料和实验应用,我们采用等离子喷焊技术对阀体密封面喷焊StelliteNo6合金,对阀瓣密封面喷焊StelliteNo12合金,厚度≥1mm。经过喷焊工艺处理,附着StelliteNo12合金的阀瓣密封面的硬度较附着StelliteNo6合金的阀体密封面的硬度大,有利于截止阀的密封效果。
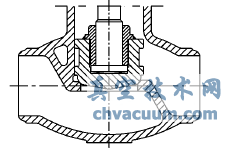
图2 主密封结构图
由于超低温截止阀的使用工况在-100℃以下,阀瓣和阀体在喷焊硬质合金后,要进行深冷处理.本文设计的超低温截止阀样机的阀体与阀瓣粗加工后,浸在-196℃的液氮中保冷2h,然后取出自然处理。另外,阀杆、长颈阀盖、螺纹紧固件等主要部件在精加工前均进行深冷处理。
超低温截止阀的阀杆带动阀瓣通过上下的直线运动实现阀门的启闭。在设计阀体时增加了阀瓣的运动导向功能,在阀体中设计圆柱形导向壁,使阀瓣运动平稳,阀门启闭可靠。同时,在阀门生产加工过程中,由于阀瓣密封面与阀体密封面均喷焊了Stellite合金,硬度大大提高,密封面的加工及研磨有一定的难度,而主密封面必须要精准的研磨配合,才能有效密封。导向壁的设计使阀瓣与阀体密封面的接触配合更加均匀,有利于实现截止阀的可靠密封与加工工艺。
根据超低温截止阀主密封结构,使用ANSYS软件对其密封性能进行模拟。超低温截止阀在低温状态下,通过有限元分析得到的密封比压,来判断该阀门的密封性能。
几何建模为了使建立的模型便于有限元分析,实际模型对一些不影响结构与性能分析的部分进行了一定的简化,如螺孔、螺栓、垫片等。同时为防止管路两端的约束影响到阀体本身,将进出口外接管路各加长了0.3m,建立的三维模型如图3所示。

图3 密封性能模型
有限元建模仿真通过定义阀门的材料性能参数、边界条件、载荷条件等内容,进行仿真计算,密封面比压分布如图4所示。
由仿真结果得到,超低温截止阀在低温工况下,其密封面的密封比压介于必须比压和许用比压范围之内,阀门的密封结构可以实现有效密封。
3、超低温截止阀外密封结构设计
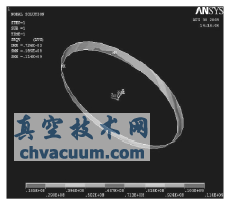
图4 密封性能模型
超低温截止阀的外密封包括中法兰处的密封和长颈阀盖顶端的密封(即上密封)。外密封结构见图5与图6。
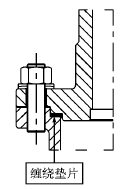
图5 中法兰密封结构图

图6 阀杆密封结构图
超低温截止阀中法兰处采用不锈钢缠绕式垫片实现密封。按照其密封所必须的比压计算出施加于法兰螺栓的力矩,通过预紧力达到可靠的密封。螺栓处加装碟型弹簧,对预紧力和位移进行补偿。
螺纹连接的拧紧力矩计算用力矩扳手正规测定拧紧力矩时,所需力矩为[3]:
T=K•F0•d(Nm) (1)
式中,F0为单个螺栓的拉应力(N);K为拧紧力矩系数,取0.2;d为螺纹公称直径。以螺纹规格为M16,数量为6个为例计算,可得力矩T=47Nm。由理论计算,可在阀门装配过程中,使用力矩扳手对中法兰处的螺栓施加47Nm的力矩。
经过试验,阀门在常温与低温时,中法兰处密封良好。但是,超低温截止阀经过拆检,缠绕式垫片可能会因多次受到法兰的挤压而变形,失去密封效果。中法兰垫片为易损件,应备有备件用于拆检安装时的更换。超低温截止阀阀杆上部采用填料密封+阀杆锥面密封的双重密封结构。该结构可实现在阀门完全开启的状态下,金属硬密封与填料软密封的双重效果。阀门启闭过程中及关闭状态时,此处密封由填料单独实现。
阀杆密封处设计为锥面(此处设计为45°,亦可根据实际情况设计为其他角度),研磨后,通过外部的驱动力使阀杆的锥面压紧在长颈阀盖内部的同角度锥面上,实现密封效果。
超低温截止阀上密封由填料单独实现时,通过计算得出填料压盖施加于填料的预紧力,并在螺栓上加装碟型弹簧,提供预紧力和位移的补偿,克服由于高低温变化填料产生的微观胀缩及密封预紧力的改变。
填料压盖螺栓连接的拧紧力矩可参照公式1计算。以此处两个M12的螺栓计算为例,得力矩T=28Nm。在装配时,可使用力矩扳手对此处的螺栓施加28Nm的力矩。
4、结语
综上所述,超低温截止阀的密封技术在设计上是可行的,加工工艺可以实现.目前,704研究所已研制出超低温截止阀样机一台,并对样机进行了常温和超低温的试验。在现有成果的基础上,继续进行系列化超低温阀门的技术研究,对低温工业及超低温领域的开发与探索都具有深远的意义。
参考文献
[1]吴堂荣,唐勇.LNG船用超低温阀门设计研究[J].船舶工程,2010(增刊2):73-78.
[2]JB/T7749-1995.低温阀门技术条件[S].1995.
[3]成大先.机械设计手册[M].第四版.北京:化学工业出版社,2002.
[4]陆培文.实用阀门设计手册[M].第2版.北京:机械工业出版社,2007.
[5]BS6364.低温阀门[S].1984.






