Shell煤气化装置中煤粉流量调节阀性能研究
煤粉流量调节阀在国内气流床粉煤气化装置中广泛使用,对于调节控制煤粉流量发挥着重要作用,在中国石化安庆分公司的Shell煤气化装置上,对进口煤粉流量调节阀进行性能测试和研究,结果表明,该煤粉流量调节阀在其开度低于20%时,阀门开度变化对流量的调节最为敏感,开度大于40%后,几乎没有调节流量的作用。分别给出了在煤粉循环系统和气化炉运行系统中该调节阀的压降特性及其压降占系统总压降的分率值,并对提升阀门性。
气流床粉煤气化因其在煤种适应性和设备使用寿命等方面的优势,已越来越多地应用于各类化工生产。粉煤加压高浓度气力输送是一个复杂的过程,更是粉煤加压气化的关键技术之一。实现粉煤高浓度、稳定以及可控的气力输送,是粉煤气化装置实现长周期运行的必要前提。通常改变煤粉输送压差或者输送气量,能在一定程度上调节煤粉流量,但是这种调节方式不够灵活,且调节范围有限,目前已经开车运行的气流床煤粉气化装置上,大都采用特殊结构的进口或国产煤粉流量调节阀来调节控制煤粉流量,该阀门成为粉煤气化装置上的关键阀门之一。但是,由于生产装置平稳运行的需要,人们在对该阀门的性能及其在煤粉输送系统中的作用等方面的研究分析还很不够,基于此,在中国石化科技项目支持下,中国石化安庆分公司、宁波工程公司和华东理工大学合作,在中国石化安庆分公司Shell煤气化装置上的粉煤输送系统上,开展了进口煤粉流量调节阀性能的测试研究。本文介绍了对该装置中煤粉流量调节阀主要工艺性能的研究结果,包括阀门开度与煤粉流量的关系和阀门压降特性等,以期对阀门结构及性能优化、装置操作参数优化等提供有益的参考。
1、实验部分
中国石化安庆分公司采用Shell粉煤气流床气化工艺生产合成气化工艺生产合成气,煤气化装置运行不断实现新突破,保持着同类型装置连续运行的最长记录。该Shell粉煤气化的供料系统采用A B双系列、双下料的给料罐结构,分别向4条煤粉管线输送煤粉,并通过4个煤烧嘴进入气化炉,其中,给料罐A向1#和2#煤粉管线供煤,给料罐B向3#和4#煤粉管线供煤。4个煤粉流量调节阀(13FV0101,13FV0201,13FV0301和13FV0401)分别设置在给料罐A\B下方的4条煤粉管线上(见图1),用于调节煤粉流量。
图1 煤粉流量调节阀
煤粉从给料罐出料,在高压氮气作用下,经过煤粉流量调节阀,沿程通过3段弯管、约31.5m的竖直上管线以及约13.9m的水平管线达到煤烧嘴所在平台,在进入煤烧嘴之前,各路管线上均设有煤粉三通阀,经过三通阀的煤粉或通过煤烧嘴进入气化炉,或通过煤粉循环管线送回常压煤粉仓。该循环管线的设置目的:一是用于标定或校核煤粉管线上的煤粉计量系统:二是用于煤粉投料之关预先建立起稳定的煤粉流量,通过三通阀可直接将煤粉切入气化炉内,所以在循环管线上设置了一个称之为减压器的阻力部件,以提升循环管线上的压力:三是气化系统停车时,切换阀门将煤粉送入常压粉仓,由此可见,煤粉三通阀将煤粉输送系统划分为两部分:一部分为煤粉循环系统,另一部分为气化炉运行系统(见图2a和图2b)。
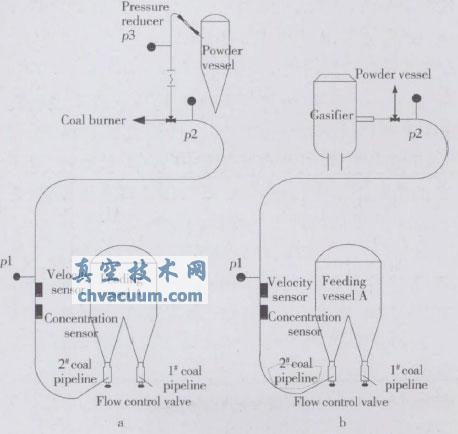
图2 Shell气化装置2#煤粉管线简图
在该工业装置上选取2#煤粉管线上的煤粉流量调节阀为研究对象,输送管线上的压力分别通过设在竖直管线的测压点(13PI0201,记为p1)、三通阀前的测压点(13PI0202,P2)以及在循环管线减压器(X-1311B)前端的测压点(13PI0204,记为p3)测量。煤粉输送量则通过设置在竖直管线上的速度计(13SIC0201)和煤粉密度计(13DI0201)进行测量。煤粉流量调节阀开度可在DCS系统上调节,并实时观测记录。
2、结果与讨论
2.1、煤粉循环系统的调节阀性能
气化炉开车前,在煤粉循环系统中,保持给料罐A的压力一定,煤粉速度设定为约7m/s,逐渐改变粉煤流量调节阀的阀门开度,获得一系列与之对应的煤粉流量以及工况条件(见表1),同时记录下各测压点的压力数值。
表1 2#煤粉管线不同阀门开度下工况条件(煤粉循环系统)
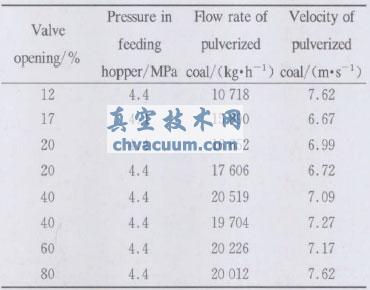
图3给出了2#煤粉管线中不同阀门开度下的煤粉流量变化情况,由图3可知,阀门开度较小时(<40%),其变化引起的煤粉流量变化幅度较大,当阀门开度大于40%后,煤粉流量几乎不再发生变化,即调节阀对煤粉流量已基本无调节作用。
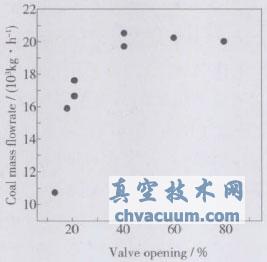
图3 阀门开度与流量的关系
煤粉流量随阀门开度变化的定量数据,即阀门开度每增加1%引起的粉煤流量变化量见第43页图4,由图4可知,阀门开度为12%时,每增开1%的阀门开度,煤粉流量增加量>10000kg/h:阀门开度从12%增加至20%时,每增开1%的阀门开度,煤粉流量平均增加约740kg/h:从20%增至40%时,每增开1%的阀门开度,煤粉流量平均增加约150kg/h:阀门开度大于40%时,煤粉流量基本稳定在20000kg/h,几乎不再变化。
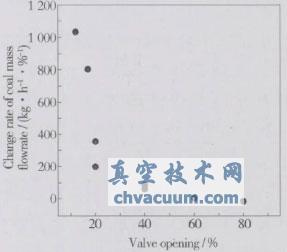
图4 阀门开度与流量变化量的关系
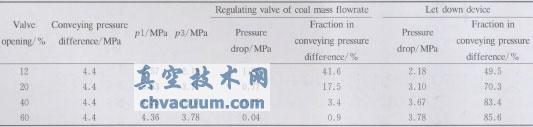
煤粉流量调节阀之所以能够调整流量,主要在于其改变了煤粉的流通面积,调整了阀门的局部阻力,通过测试煤粉管线压力和压差等数据,获得了煤粉循环系统在不同阀门开度下煤粉流量调节阀和减压器的压降数据,以及各自压降占输送总压降的比例,实验条件为保持给料罐与常压粉仓的压差为4.4MPa,测试结果见表2,由于测压点p1在煤粉流量调节阀下游不远处,近似认为给料罐与p1的压差是由阀门造成的,同样地,近似认为p3与常压粉仓之间的压差是减压器的压降。
由表2可知,在阀门开度低于40%时,阀门的局部阻力较大,阀门压降占系统总压降的分率较高:阀门开度达到40%时,阀门压降仅为系统总压降的3.4%,而开度为60%时,这一比例甚至低于1%,相反,在阀门开度到40%时,减压器的压降分率超过80%,如此大的减压器压降,使其入口压力能够与气化炉压力匹配,对煤粉投料起到稳定作用,但长时间的煤粉循环,会对减压器管壁造成磨损,所以需要采用耐磨材料。
表2 煤粉流量计调节阀和减压器压降特性
2.2、气化炉运行系统的调节阀性能
在气化炉开车过程中,测试了气化炉运行系统各参数,以研究煤粉流量调节阀性能(见表3),受空分装置影响,测试过程中气化炉尚未达到设计负荷运行,每条煤粉管线的煤粉流量约为12t/h-13t/h。
表3 气化炉运行时2#煤粉管线相关参数

气化炉运行过程中,煤粉调节阀开度为16%-18%,由表3可知,煤粉管线的总压降即输送压差约为0.9MPa,其中煤粉流量调节阀的压降约为0.6MPa-0.8MPa,阀门压降占总压降的分率高达70%-83%,煤粉流量调节阀成为该输送系统压降的最主要来源。
2.3、煤粉流量调节阀性能分析
中石化安庆分公司Shell粉煤气化装置的运行实践表明,该煤粉流量调节阀可在较大范围内实现煤粉流量的调节,满足气化炉生产负荷调整的需求。
通过上述测试与分析,该阀门的性能及其操作仍有优化的余地,例如,该套Shell煤气化装置一直在较低负荷下运行,其煤粉流量调节阀的开度大多仅为16%-18%,正好处于流量调节阀最灵敏区段,阀门开度每调整1%,其流量变化可达约740kg/h,对煤粉流量的平稳调节带来的难度较大,对此可以通过进一步优化阀门结构,实现其开度与煤粉流量的平缓变化关系,扩大阀门的有效调节范围,便于装置的稳定操作。
无论是在煤粉循环还是在气化炉开车运行阶段,阀门开度较小时,会使阀门的压降增加,造成系统能量消耗,同时由于流道减小引起的速度提升,会加速煤粉对阀芯表面的冲蚀,降低阀门的使用寿命,有研究报道,煤粉流量调节阀开度减小时,煤粉输送的稳定性随之变差,建设针对具体气化炉的运行负荷,采用改变调节阀开度与煤粉输送压差相结合的手段进行操作,避免为了控制煤粉流量,使调节阀开度过小,阀门压降过高,导致系统能量耗增加和阀门寿命缩短的后果。
3、结束语
煤粉气化工艺中的煤粉流量调节阀对于实现生产系统的长周期稳定运行作用重大,通过对Shell粉煤气化装置上煤粉流量调节阀的性能测试与研究,提出该阀门的结构及其性能尚有可改进之处,期待依靠自主创新,开发出性能更优的国产化煤粉流量调节阀,结合分析运行装置的条件以及阀门特性,提出在生产操作上可进行调节与优化,以达到延长阀门使用寿命和降低生产能耗的目的。







