AUMA执行机构在火电厂的应用
德国AUMA集团是设计、制造电动执行机构产品的著名厂商,业务遍及全球。我厂目前有一百多台德国AUMA公司的电动执行机构,主要应用在一次风与二次风系统的调节。AUMA电动执行器具有体积小、重量轻、控制精度高、信号抗干扰能力强、动作可靠性高、现场调试简便、防尘防水性能好、润滑油密封性能好、安装位置灵活等特点。
1、设备简介
标准的AUMA执行器包括下列部件:齿轮、阀门连接件、手动驱动、马达、控制单元、电气连接。
1.1 齿轮
蜗轮将马达转速降低至要求的执行器输出转速,齿轮箱的材料是铸铁。
1.2 阀门连接件
阀门连接件属于标准件,可以适应标准的阀门连接接口。
1.3 手动操作
在手动方式下,限位开关设定和紧急操作是可行的,当执行器在手动方式时,可以进行手动操作,马达驱动被隔离。当马达启动时,手动操作自动被解除,电动操作期间,手轮是不转动的。当执行器有特殊的操作要求时,紧急操作是可行的。
1.4 马达
AUMA执行器的马达具有较大的启动力矩,确保阀门在全关时能够及时打开,除非力矩超出范围或电压太低。根据标准,AUMA执行器多配用三相交流马达。
马达保护(热敏开关):
为了保护马达,马达绕组中埋入三个热敏开关(单相交流电机是2个),开关接点接马达控制回路,防止电动机升到很高的温度从而保护电动机。马达温度高于140℃时,热敏开关动作,开关接点断开,电动机跳闸,当温度下降至120℃以后,热敏开关重新闭合,再次启动电动机。对于防爆型电动执行器,用热敏电阻代替热敏开关,实现防爆功能。
1.5 控制单元(标准设备)
限位开关、力矩开关和可选的位置反馈装置是控制单元的组成部分。阀门的开关位置测量是两个独立的系统,接入控制单元。
限位开关:
阀门的行程靠电子开关进行控制,两个可调的、往复的机械计数齿轮装置带动限位开关,当阀门行进到极限位置时,断开电机控制回路。
力矩开关:
力矩开关工作在蜗轮部分,力矩开关动作的数值能很容易地在拔盘上设定。力矩开关作为一个过负荷保护,作用于阀门的整个行程。
2 执行机构安装注意事项
●底座由上下钢板和支柱组成,钢板厚度为10mm,支柱用12#槽钢。
●执行机构尽量靠近挡板安装,即可减少连杆长度,又增加了力矩。
●执行机构和挡板的转臂应尽量在同一平面上动作。按通常习惯,应使执行机构操作手轮顺时针挡板关小,逆时针挡板开大,反之,应在执行机构上标明开关的方向。
●执行机构的底座安装牢固端正,对于不同的安装地方,采用不同的方式。
●在钢结构的锅炉本体上,将执行机构的底座直接用点焊与钢梁焊接。
●在给煤机平台上的执行机构,由于混凝土模板上还有一层很厚的沙浆,为了保证安装牢固,除掉沙浆表层,然后用膨胀螺丝,先固定铁板再上执行机构,使执行机构牢牢地得到固定,地面浇平后外观很统一。
●连杆的配制
a)执行机构与挡板输出臂在同一侧位置。
角行程执行机构与挡板的连接实际是一种铰链四杆机构,见图1所示。
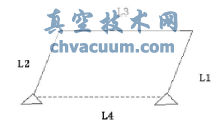
图1
L1为执行机构的转臂,L2为挡板摆臂或摇杆,L3为连杆,L4为机架。
为了满足特性和传动力矩的最佳要求,取L2=L1即挡板的出轴与执行机构的输出臂长度一致,即连杆L3长度也就是L4的长度。挡板的输出轴圆心到执行机构输出轴的圆心之间的距离就是连杆长度。将挡板置50%开度,挡板执行器与连杆呈90°。
b)执行机构与挡板输出臂在对立的位置(见图2)。
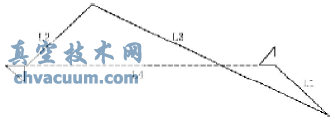
图2
L1=L2
L4:L1(L2)=4:1~5:1
将挡板置50%开度,L1与L2平行。
3、调试方法
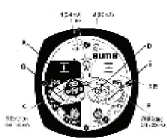
图3
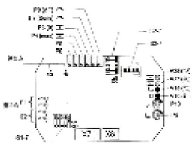
图4
3.1 打开NORM侧面盖板对机械限位进行调整
(1)力矩设定(如图3)
松开A两侧螺丝既可拨动调整关力矩值,完毕后紧固两侧螺丝。
松开D两侧螺丝既可拨动调整开力矩值,完毕后紧固两侧螺丝。
(2)定行程(如图3)
阀门(挡板)手摇全关,向里按A同时转动,使小凸轮B恰好转到全关标记小红点C处。
阀门(挡板)手摇全开,向里按D同时转动,使小凸轮E恰好转到全开标记小红点F处。
(3)近控执行器,检查行程及力矩动作是否正常。
3.2 阀位反馈调整(如图3)
(1)近控全关阀门(挡板),先把R2顺时针调到底,再微回调。调整阀位反馈零位电位器N,使反馈电流为4.00mA。
(2)近控全开阀门(挡板),调整阀位反馈满度电位器M,使反馈电流为20.00mA。
(3)反复调整零位与满度直至完成。
3.3 伺放板电信号平衡调整(如图4)
(1)设置伺放板的编程通过拨码S1-7、S2-7设定为指令信号4~20mA,位置反馈信号4~20mA,失信号保持原位。
(2)调关。外加4mA信号,近控全关阀门(挡板),调P3。
若V28灯亮,顺时针调整,使之灭,再顺时针调整,使V27灯刚亮为止。
若V27灯亮,逆时针调整,使之灭,再顺时针调整,使V27灯刚亮为止。
若都不亮,顺时针调,使V27灯刚亮为止。
(3)调开。外加20mA信号,近控全开阀门(挡板),调P4。若V28灯亮,顺时针调,使之灭,再逆时针调使V28灯刚亮为止。
若V27灯亮,逆时针调,使之灭,再逆时针调使V28灯刚亮为止。
若都不亮,逆时针调,使V28灯刚亮为止。
(4)反复开关调几次直至完成。
(5)P7为灵敏度细调,P9为灵敏度(死区)粗调,根据需要进行调整,逆时针为减小死区增强灵敏度,顺时针为增大死区减小灵敏度。
P10、P8为开、关延迟时间(1S~10S),逆时针为减小,顺时针为增大。
3.4 调试注意事项
当机械计数齿轮装置带动限位开关尚未全行程到位时,阀位反馈电位器计数齿轮已到位,产生不同步行程调乱现象,应松开电位器的紧固螺母,取出后回调电位器齿轮可避免此现象。
4、常见故障及处理方法
4.1 近控不动
(1)检查交流380V电源是否正常(缺相)。
(2)手摇操作杆机械是否卡。
(3)手摇操作杆正常,检查力矩值设置是否太小,造成力矩动作。
(4)检查控制头按钮板内熔丝与电源板(24V)熔丝是否正常。
(5)伺放板ERR灯亮。
a)按钮板坏,更换。
b)逻辑板坏,更换。
(6)检查马达三相线圈电阻,坏更换。
(7)检查马达是否过热,造成电机温控开关动作,可根据需要调整伺放板的灵敏度(减小)及延迟时间(增大)。
(8)交流接触器或可控硅固态继电器坏,更换。
4.2 近控正常,遥控不动
(1)伺放板ERR灯亮,检查指令信号,回路有否开路、接地。
(2)伺放板ERR灯亮,检查阀位反馈信号。
a)阀位反馈回路有无开路、接地。
b)阀位反馈板坏,更换。
c)阀位反馈板好,阀位反馈电位器坏,更换。
(3)伺放板坏更换。
4.3 执行器反馈经常变化引起执行器振荡。
(1)伺放板死区设置太小,引起灵敏度过高。
(2)阀位反馈电位器安装松动,或是电位器本身故障。
5、AUMA执行机构的优点
AUMA执行器手轮为侧装手轮,11:1的增益系数,使操作更加轻松,并且节省安装空间。大多数进口品牌执行机构齿轮箱只有90°,而AUMA执行器角行程的齿轮箱都是360°,调节余量足够大。
大多数进口品牌执行机构控制器发生故障时,运行机组中的重要设备不允许全行程开关,只能小心地将风门挡板进行机械固定,并将执行机构从连接处拆下进行故障处理,并粗略估算全行程对执行器进行开关校验,再恢复,风门挡板开度位置的精度降低了,且对机组安全运行风险极大。而AUMA执行机构的限位和位反与控制器分离处于执行机构底座处,处理控制器故障后不需要全行程重新校验,因此不必对风门挡板进行机械固定和拆卸执行机构,风险极小,大大提高了运行机组的安全性,我们认为这是AUMA执行机构的最大优点。
我厂目前使用的AUMA执行机构为SA型和SG两种。SA型马达功率大,全行程动作时间短,带减速箱,控制器阀位反馈为单电位器,输入信号和输出信号都带有隔离措施,避免用户系统和执行器内部的信号发生混乱,抗干扰能力超强。SG型马达功率小,开关行程时间长,频繁调节容易引起马达过热,造成电机温控开关动作,控制器阀位反馈为双电位器,无隔离板,抗干扰能力略差。建议采用SA型执行器,价格虽高,但有利于设备维护及备品的统一。在用于频繁调节的控制系统中,执行机构控制器可选用可控硅固态继电器,非频繁调节或开关型控制的可选用交流接触器。交流接触器与可控硅固态继电器(易耗品)的更换备品可选用国产上海华通电器厂的产品,供货时间短,经过我们长期使用后认为价廉质量好。执行机构的扭矩值最好选需要扭矩值的1.5倍型。温度高的地方可选用分体型执行机构。
6、结束语
我厂原使用某国产DDZ执行机构DKJ型,其伺放器、位置发送器采用晶体管技术,功耗大、温升高、恒流输出特性差、体积大、防水防震防灰性能差,经常发生运行中设备震动引起断线,雨天密封性能差导致电路板烧坏,信号抗干扰能力差,现场环境温度影响引起信号漂移。这些情况经常发生,不得不花大量时间维护,对自动系统极为不利。
自我厂3号机组改造开始采用AUMA电动执行机构,经过这几年对进口设备的深入研究,技术上不断消化,熟练地完成维修,设备的故障率明显下降,提高了控制品质,大幅度减小了运行机组的维护量。






