乙酸阀门内衬的损害分析及处理
在某300kt/a乙酸装置中,合成反应釜自循环管线上所采用的普通型PTFE(聚四氟乙烯)内衬旋塞阀经常出现内衬损坏的情况,经分析主要原因是冷流现象导致内衬脱落,现场操作导致内衬错位,阀门半开半闭导致内衬变形,内衬热膨胀导致阀芯旋转时剪切脱落,温度升高导致PTFE力学性能下降。通过采用T475材质来取代原有的普通型PTFE内衬,并改变旋塞阀的内部结构,使旋塞阀内衬损坏的问题得到解决,取得了较好的结果。
乙酸作为重要的化工中间体产品,有着广泛的应用,其衍生物有数百种之多。乙酸下游产品纤维、涂料、黏合剂等产业的不断增长和乙酸下游产业链开发力度的不断加大为中国乙酸产业的发展提供了良好的背景环境和机遇。
兖矿国泰化工有限公司已从建厂初期的1套200kt/a的乙酸装置扩产为300kt/a,并新建了第2套300kt/a产能的乙酸装置。由于二期装置在催化剂的选用与合成循环量的大小方面与一期有着根本的区别,因此在工艺操作上存在着很大的不同,尤其是在合成反应釜自循环管线上有着严格的温度要求。为能达到应有的运行效果,该循环管线温度一般控制在185~195℃之间,压力等级在2.8~4.0MPa之间。但在该管线上大部分采用的是内衬普通型PTFE(聚四氟乙烯)材质的旋塞阀,在系统运行2~3个月时间进行停车检修时,发现阀门无法关紧,不能进行应有的工艺处理。检查发现旋塞阀内衬有不同程度的脱落,更严重者有撕裂现象发生。为保证生产的正常进行,对此问题进行了分析与处理。
1、旋塞阀内衬变形和脱落的原因分析
1.1、冷流现象导致内衬脱落
在常温下,塑料、橡胶、金属等固体在负荷下发生形变,去掉负荷后不能恢复原形的变形现象称之为冷流。冷流现象在内衬旋塞阀中普遍存在,尤其是在乙酸工艺条件下使用的特材内衬旋塞阀,由于特材阀门订货周期较长,有时怕影响工期,会提前半年到货,因此当应用于系统中时,可能已在仓库存放半年之久,这样就有可能由于存放不善导致内衬受力,当应力取消时,又无法回到原有的理想状态,造成形变。对该问题的解决方法一是在保存时保持内衬材料不受任何应力作用,保持旋塞阀流道整洁和畅通,并用非金属材料挡板(如木板、塑料等)封闭好旋塞阀的进出口,使其形成一个密闭的环境;二是要求管理员对旋塞阀进行全开式存放,也就是使阀芯、内衬和壳体保持紧密贴合,防止内衬因外力作用发生变形。以上2种方法基本能解决冷流现象造成的变形问题。
1.2、现场操作导致内衬错位
由于操作人员在操作过程中经常会开启或关闭旋塞阀,并且用于该循环管线上的阀门尺寸为大口径(一般为8d或10d),这就导致内衬和旋塞的摩擦力过大。若操作人员在旋转手轮时不能均匀地使旋塞受力,就有可能使旋塞和内衬发生错位,导致高流速、大流量和高温的液体一直冲刷内衬材料,时间一长,内衬与壳体之间存在了大量的介质,就会使内衬逐渐从壳体上脱落。这种现象造成的内衬脱落主要是人为因素引起的,因此,在操作过程中用加长杆或F型扳手进行均匀用力,以减少由于用力过猛而导致的内衬错位或损坏现象,类似问题可以较容易地解决。
1.3、阀门半开半闭导致内衬变形
当旋塞阀处于全开状态时,阀芯和阀体完全将内衬包裹起来,基本上不与介质接触;当旋塞阀处于全关状态时,阀芯将介质与内衬全部隔离,内衬基本上也不会与介质发生接触。这是正确的使用旋塞阀的方法,同时也能延长阀门的使用寿命。但在实际生产过程中,旋塞阀经常处于半开半闭状态,如图1(a)所示,工艺介质不断地冲刷旋塞阀内衬,且由于开车初期系统处于不稳定阶段,系统的温度、压力和流量等都在不断的改变,使内衬受到温度变化和无规律的交变应力。而普通型PTFE内衬为软材料,受到交变应力会发生变形,影响其使用寿命。随着旋塞阀使用时间的加长,阀门入口处内衬就会不断地被介质冲刷变形,发生脱落,如图1(b)所示。
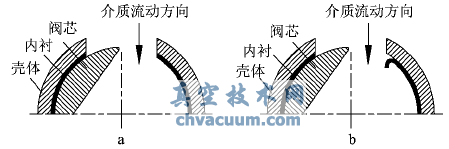
图1 旋塞阀半开半闭导致内衬变形
1.4、内衬热膨胀导致阀芯旋转时剪切脱落
PTFE晶体在19℃和30℃左右存在2个可逆转变,第1个转变是PTFE晶体由三斜晶系转变为六方晶系,体积约增加1.2%;而在30℃时,PTFE晶体发生结晶松弛,C-C链螺旋变成无规则缠绕,体积变化约为19℃时的10%。由于在结晶转变和结晶松弛过程中PTFE的体积发生明显的变化,对普通型PTFE内衬的应用性能会产生一定影响。而旋塞阀的工作温度大大超过了19℃和30℃这2个温度膨胀点,因此当旋塞阀处于正常工作状态下时,会发生热膨胀变形,如图2(a)。当关闭阀门时,旋塞阀阀芯会和内衬形成一定的剪切力造成如图2(b)所示的内衬变形。由于PTFE内衬是软材料,随着阀芯的进一步旋转,过大的剪切力很可能把边缘的内衬材料从旋塞阀中剪切掉,这也是导致旋塞阀内漏的一个重要原因。

图2 内衬热膨胀变形
1.5、温度升高导致PTFE力学性能下降
PTFE材料的拉伸强度随温度的升高逐步降低,约以100℃为拐点。当温度小于100℃时,拉伸强度的变化梯度较高于100℃时的变化梯度大。
PTFE材料的极限名义应变为温度的递增凸函数。极限名义应变的变化,大约以25℃为界。当温度小于25℃时极限名义应变随温度升高而线性增长;当温度大于25℃时,极限名义应变几乎不受温度影响。这说明低温时PTFE材料的延伸率低、强度大,高温时延伸率高、强度小。
PTFE材料的弹性模量随温度的升高而降低。主要是随着温度的逐渐升高,分子间的结合力逐渐减弱的缘故。
2、防止旋塞阀内衬损害的处理方法
由于旋塞阀的保管、现场工艺人员的操作和普通型PTFE内衬的固有特性等,导致旋塞阀使用过程中内衬易变形和脱落。如何在不改变现有工艺和操作的前提下,解决存在的问题,可以从以下2个方面进行。
2.1、采用T475材质取代原有的普通型PTFE内衬
2.1.1、T475内衬材质的温度应用范围广
T475内衬比普通型PTFE内衬有着更广泛的温度应用范围。图3为T475和普通型PTFE 2种内衬材质,在旋塞阀都采用class300压力等级下温度和压力的性能变化曲线。在旋塞阀经常损害的管线上,温度范围在185~195℃之间,压力等级在2.8~4.0MPa之间。由图3可见,在正常温度控制范围内,普通型PTFE的性能曲线直线下降,而T475内衬材质在该温度和压力等级下未发现明显的性能下降趋势。
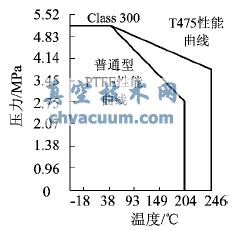
图3 2种内衬材质的温度-压力变化曲线
2.1.2、T475内衬材质能更好地减少冷流现象
图4所示是在15N/mm2压力等级和23℃的温度条件下,操作100h,对比普通型PTFE和T475内衬材质的冷流情况。可见,T475材质抗冷流效果比PTFE优越。

图4 2种内衬材质抗冷流对比
2.1.3、采用T475可以改善内衬材质的变形特性
T475在承载负荷时会发生极小的蠕变与变形,主要原因是其微观结构是由改进的非晶相及链状分枝组成的。T475在承载负荷条件下的变形与含有25%的碳的PTFE相似,见图5。
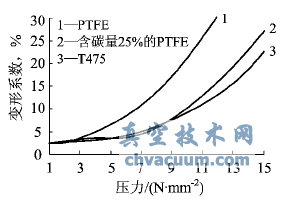
图5 2种内衬材质的压力-变形系数曲线
填充了碳或填充了玻璃纤维的PTFE可以抗变形,但密封的整体性变差,同时纯度降低。填充物对介质的撞击更加敏感,这也会使密封性大大下降。T475不仅抗变形,而且密封特性、抗介质撞击及纯度都得到了改善。
2.1.4、T475内衬的强度和韧性提高
由于改善了颗粒聚结,T475在成型过程中的微裂缝的发展得到改善。而PTFE的微裂缝不仅增加渗透,也有利于应力开裂,不适当的热机械性能会使内衬面临着巨大的应力。应力和伸展往往产生“空洞”,这样就容易形成“微裂缝”或“扩散流道”,促使内衬加速开裂。
拉伸载荷位移比较表明,T475比PTFE更耐应力龟裂,如图6所示。
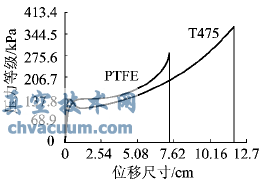
图6 2种内衬材质的拉伸载荷位移比较
2.1.5、T475的表面更加光滑
T475比PTFE的表面更加光滑。光滑的表面提高了密封性和润滑性,降低了摩擦、扭矩等。
2.2、改变旋塞阀的内部结构
对旋塞阀的壳体和内衬结构进行改造,如图7所示,以减少内衬的损坏。
a)由于阀芯和内衬的摩擦力过大,当阀门开关时,内衬与壳体之间发生一定的位移,而改造后的壳体阻止了内衬材料发生错位现象,也就减少了内衬损害的可能。
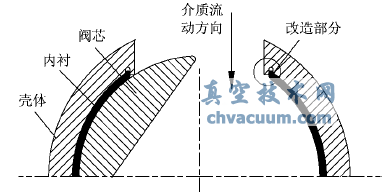
图7 旋塞阀壳体和内衬的结构改造
b)由于旋塞阀内衬材料固有的热膨胀因素,因此,在旋塞阀铸造成型时留有一定的空腔,当内衬因温度上升而膨胀时,膨胀出来的内衬也不会出现在流道口,避免了被介质反复的冲刷。
3、结语
综上所述,现在所采用的T475内衬材质,对普通型PTFE因冷流、摩擦力过大、温度的频繁波动和热膨胀对内衬的影响都有很好的预防效果。再加上对壳体的改造,也进一步减轻了内衬材料的损坏情况。






