真空发生器在自动化设备上的应用
1、概述
真空发生器是利用压缩气源产生负压的一种新型、高效、清洁、经济的真空元器件。真空发生器具有体积小、真空度高、安装维修方便、可靠性好等优点,广泛应用在工业自动化机械、电子以及机器人等各个领域。在工业自动化机械中,装盒机械的上盒和上盖、装箱机械的箱板成型取送、贴标机中标签的供给和传送等场合都使用了真空吸附装置。在这一类机械中,一个共同的特点是所需的真空流量小、真空度要求不高且多为间歇工作。使用传统真空泵提供真空源,不仅机械结构复杂而且由于真空响应时间长而影响机器的可靠性和工作效率。而真空发生器与吸盘配合,可进行各种物料的吸附,搬运,尤其适合于吸附易碎、柔软、薄的非铁非金属材料或球型物体,有着无可比拟的优势,在自动化生产中起着越来越重要的作用。
2、真空发生器的结构和性能分析
2.1、真空发生器的结构
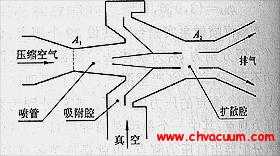
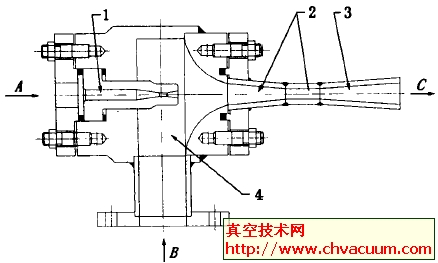
真空发生器由喷管、吸附腔、扩散腔3 部分组成。真空发生器的工作原理是利用喷管高速喷射压缩空气,在喷管出口形成射流,产生卷吸流动。在卷吸作用下,使得喷管出口周围的空气不断地被吸走,使吸附腔内的压力降至大气压以下,形成一定真空度。如图1 所示。
由流体力学可知,对于不可压缩空气气体的连续性方程为:
A1v1=A2v2
式中A1、A2-管道的截面面积,m2;v1、v2-气流流速,m/s。
由上式可知,截面增大,流速减小;截面减小,流速增大。
对于水平管路,按不可压缩空气的伯努里方程为
P1+1/2ρv12=P2+1/2ρv22
式中P1、P2-截面A1、A2处相应的压力,Pa;v1、v2-截面A1、A2处相应的流速,m/s;ρ-空气的密度,kg/m2。由上式可知,流速增大,压力降低,当v2>>v1时,P1>>P2。当v2 增加到一定值,P2 将小于一个大气压,即产生负压。故可用增大流速来获得负压,产生吸力。
2.2、真空发生器的性能分析
(1)真空发生器的主要性能参数
空气消耗量:指从喷管流出的流量;
真空流量:指从吸附口吸入的空气流量;
真空度:指大气压力与真空腔内的绝对压力之差。当吸入口被完全封闭,即排气量为零时,真空腔的真空度称为最大真空度;
吸附响应时间:吸附响应时间是表明真空发生器工作性能的一个重要参数,它是指从换向阀打开到系统回路中达到一个必要的真空度的时间。
(2)影响真空发生器性能的主要因素
真空发生器的性能与喷管的最小通径、喷管出口直径、接收管入口形状和通径、扩散腔的容积、喷管与接收管之间的相对位置及气源压力大小等诸多因素有关。图2 为真空发生器的真空度、真空流量、空气消耗量与供给压力之间的关系曲线。
图中表明,供给压力达到一定值时,真空度较高,这时吸入流量达到最大,当供给压力继续增加时,真空度降低,这时吸入流量减小。
在吸入口完全封闭的条件下,真空度与吸入流量之间的关系如图3 所示。为获得较为理想的真空度与吸入流量的匹配关系,可采用多级真空发生器并联组合在一起。
吸附响应时间与吸附腔的容积有关(包括扩散腔,吸附管道及吸盘或密闭舱容积等)。通常其计算方程式为:
t=(V/c)1/a
式中t-吸附响应时间,s;V-被抽吸空气总容量,L;c-严密度系数,与吸盘和被吸附物严密程度相有关;a-真空发生器响应系数。
对一定真空度要求来说,若吸附腔的容积越小,响应时间越短;接触表面严密度越大,则吸附响应时间亦越短。
(3)真空发生器的选用
真空发生器的选择首先应根据吸附面的构造、表面状况等条件估计吸入真空流量,再根据吸入真空流量的大小选择真空发生器喷管的最小通径;若吸附容积大,且吸附速度要快,则喷管的最小通径应选大些。真空发生器的选择要在满足使用要求的前提下应尽量减小其空气消耗量,耗气量与压缩空气的工作压力有关,压力越大,则耗气量越大,但真空度不会再增加,因此在确定真空度值的大小时,要注意提高系统的工作压力与耗气量之间的关系。
3、真空发生器在自动贴标机上的应用
在封装机械中,塑料袋、纸箱和标签等轻簿物的供送和封装通常采用真空吸盘装置。在永创101A 型全自动贴标机中,上标以及贴标装置如图4 所示。吸标转鼓2 将空白标签从标签盒1 中取出,经打码器5写入生产时间后,再转入贴标转鼓3由上胶辊4 上胶水,最后将标签贴在盒口上。在这一过程中,吸标转鼓和贴标转鼓均使用真空吸盘吸附标签。该设备改进前由KRX7A -P -V-03 型真空泵提供真空源,该系统除真空泵外,还需配备电磁阀、真空开关等元件,不仅占用空间大,而且成本也很高,系统回路如图5 所示。

由于该系统真空元件只能安装在机器底部,离吸标转鼓和贴标转鼓较远,吸附响应时间较长,因而限制了包装机速度。改用真空发生器作为真空源后,系统回路如图6 所示。该系统直接接入本机气源,由电磁阀3控制气路通断;电磁阀3 得电,吸盘便可工作;电磁阀3 断电,吸盘停止工作。由于真空发生器小巧,可安装在吸盘附近,吸附响应时间较原系统缩短0.5s,提高了机器的工作效率。
4、 结语
真空发生器是一种小巧而经济的真空元器件,应用在有正压气源的地方,可以使真空回路极大简化。有利于降低机器的制造成本,有利于提高机器的可靠性,有利于实现机械的高速化和自动化,具有广阔的应用前景。
参考文献:
[1] 徐文灿.真空发生器的流态及其性能分析[J].液压与气动,1995(5):8-12.
[2] 北方工业大学流体传动与控制教研室. 气动元件的系统设计[M].北京:机械工业出版社,2005.
[3] 王新月.气体动力学基础[M].西安:西北工业大学出版社,2006.