基于ObjectARX的罗茨泵转子刨刀轨迹自动生成
分析罗茨泵转子的型线构成及刨削加工时对刀具形状及安装的要求。基于ObjectARX 软件设计了两种刨刀轨迹生成方法,即型线偏移法和型线的上切圆法。阐述两种方法的原理及特点,比较两种方法的适应性。最后,分析刀尖圆弧半径误差对型线加工精度的影响,并指出限制刀尖形状误差的必要性。
对牛头刨床或小型龙门刨床进行数控改造,用于罗茨泵转子曲面的刨削加工,该方法不仅可行,而且能显著节约成本,所以为大多数中小型真空设备生产企业所采用。数控改造的方式有多种,其中用工控机作为硬件平台,用高级语言编写控制程序易于实现,而且这种系统还具有加工精度高、操作方便等特点,因而应用较多。由于罗茨泵转子型线较长,通常包含多段圆弧及渐开线,当罗茨泵转子型线改变时,数控系统应根据设计的型线准确快速地生成刨刀轨迹的代码,然后由控制程序调入,进而进行刨削加工。因此,研究刨刀轨迹的自动生成方法具有一定的理论意义和实用价值。
1、罗茨泵转子型线构成及刨削加工特点
典型的罗茨泵转子截面如图1 所示,其型线在水平、竖直两个方向均对称。其中,AB、EF 是以O 为中心的两段圆弧,BC 是以O1为中心的圆弧,DE 是以O2为中心的圆弧,而CD 是一段渐开线,其基圆圆心为O。罗茨泵转子的刨削加工分两面进行,型线上BB'段要在刨床上完成加工。
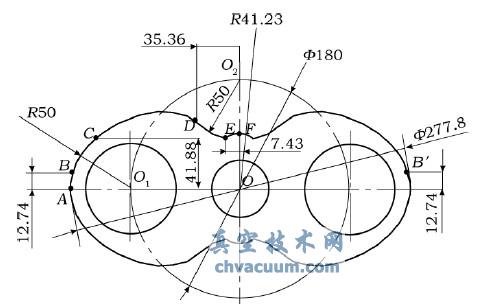
图1 罗茨泵转子截面
刨刀应具有足够的强度和耐用度,以保证整条型线加工的连续性,因此刀尖应磨成半径约R1mm 的圆弧形。为保证转子的加工精度以及转型线的对称性,刨刀切削部分应基本对称,同时,刨刀必须垂直安装,并且在加工过程中不允许偏转。刀具插补运动应考虑刀尖圆弧半径,以刀尖圆弧的圆心轨迹为基准,刨削刀具插补运动如图2 所示。由于对刀必须以刀尖圆弧的最低点( 对刀点) 为基准,因此,刀具插补运动程序由对刀点的一系列位置坐标组成,即对刀点轨迹的完整描述。
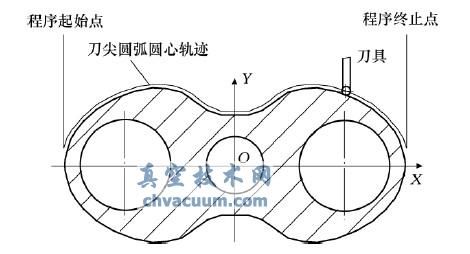
图2 刨削刀具插补运动
2、刀具轨迹生成方法
在Visual C + + 6. 0 软件中,基于ObjectARX 编程产生ARX 文件,在AutoCAD 软件中加载ARX 文件,打开刀具轨迹生成界面,如图3 所示。点击“图形分析和编程”按钮,在AutoCAD 界面选择转子型线后,即可自动生成刀具轨迹,并保存为文本文件。
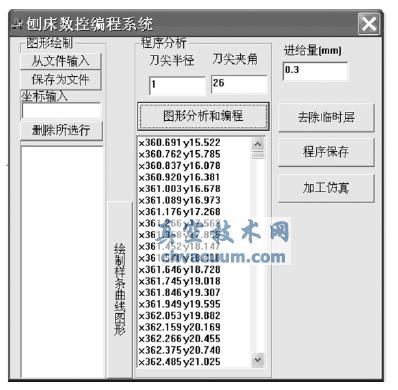
图3 刀具轨迹生成界面
结语
1) 罗茨泵转子的型线具有对称性,刨刀应垂直安装,采用圆弧形刀尖,切削部分基本对称。刀具插补以刀尖圆弧圆心为基准,加工代码为对刀点的轨迹。
2) 设计了两种刨刀轨迹生成方法: 基于型线偏移法和基于型线的上切圆法。阐述了两种方法的原理及特点,两种方法的适应性比较结果表明,基于型线的上切圆法更优。
3) 刀尖圆弧半径误差将导致型线的加工误差,在型线斜率较大的位置影响比较显著。因此,应限制刀尖的形状误差。