ТоДФБУзЊзгЪ§ПиЯГЯїМгЙЄЙЄвебаОП
ЁЁЁЁвдЕфаЭЕФ“дВЛЁЁЂАкЯпЁЂНЅПЊЯп”аЭзЊзгЮЊР§ЃЌНЈСЂСуМўЕФШ§ЮЌЪЕЬхФЃаЭЁЃПМТЧзЊзгаЭУцЕФЙцдђаЭЯпЃЌНшгУCAMШэМўЃЌРћгУСїЯпаЭМгЙЄЗНЪНЃЌЭЈЙ§БэУцВаСєИпЖШПижЦБэУцМгЙЄОЋЖШЃЌМгЙЄЩЯЯТБэУцЃЌДгЖјЬсГівЛжжМђЕЅгааЇЕФМгЙЄСїГЬКЭЙЄвеЃЌПЩвдгІгУгкИїРрзЊзгЕФЯГЯїМгЙЄЁЃ
ЁЁЁЁзЊзгЪЧТоДФецПеБУЕФКЫаФСуВПМў, ЦфадФмжБНггАЯьЕНТоДФецПеБУЕФЙЄзїадФмЁЃгЩгкМгЙЄжааФЕФДѓСПЪЙгУЃЌЮЊСЫИпаЇЕиРћгУМгЙЄжааФЯГЯїМгЙЄзЊзгЃЌецПеММЪѕЭј(http://www.chvacuum.com/)ЗЂВМЕФДЫЮФжаЬсГіСЫвЛжжМђЕЅгааЇЕФМгЙЄСїГЬКЭЙЄвеЃЌ ПЩвдгІгУгкИїРрзЊзгЪ§ПиЯГЯїМгЙЄЁЃ
1ЁЂзЊзгдьаЭ
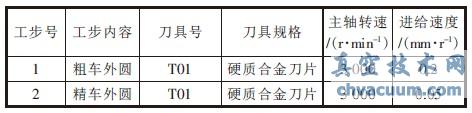
ЁЁЁЁдкзЊзгОЋШЗЪЕЬхдьаЭЧАЃЌ ЪзЯШвЊИљОнЧњЯпаЮГЩдРэЃЌ НЈСЂаЭУцЧњЯпЗНГЬЁЃЕфаЭЕФТоДФБУзЊзгаЭУцгЩдВЛЁЁЂНЅПЊЯпКЭАкЯпзщГЩЃЌвдЕфаЭЕФ“дВЛЁЁЂАкЯпЁЂНЅПЊЯп”СНвЖзЊзгЮЊР§ЃЌРћгУЧњЯпЗНГЬЩњГЩ5 ЖЮЧњЯпЃЌШчЭМ1 ЫљЪОЃЌBC ЪЧАкЯпЃЌCD ЪЧНЅПЊЯпЃЌDE ЪЧКЭАкЯпНЅПЊЯпЙВщюЕФдВЛЁЃЌAB КЭEF ЪЧПМТЧаодЕКЭаоЖЅЕФдВЛЁЧњЯпЁЃдкВнЭМЛЗОГжаЛГіТоДФБУзЊзгЕФаЭЯпЃЌдйЭЈЙ§РЩьЪЕЬхЭъГЩзЊзгОЋШЗЪЕЬхдьаЭЃЌШчЭМ2 ЫљЪОЁЃ

ЭМ1 зЊзгаЭЯпЁЁЭМ2 зЊзгОЋШЗЪЕЬхдьаЭ
ЁЁЁЁдкPro/Engineer Wildfire жаАбзЊзгЕФЮФМўСэДцЮЊIGES ЮФМўЃЌ етбљОЭПЩвдгУCimatron E ДђПЊЃЌ гУCimatron E НјааБрГЬЁЃ
2ЁЂзЊзгЕФМгЙЄ
ЁЁЁЁ2.1ЁЂзЊзгЭтаЮГпДчМгЙЄ
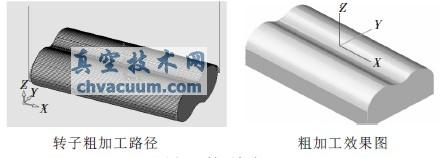
ЁЁЁЁзЊзгУЋХїЕФВФСЯгЩHT300 ж§ЬњННзЂЖјГЩЃЌвбгаГЩаЭЕФЭтаЮЃЌ МгЙЄгрСПВЛЬЋДѓЃЌ зЊзгзюДѓЭтаЮЪЧдВЛЁГпДчЃЌМДЭМ1 жаЕФEF ЖЮдВЛЁЃЌжБНгдкЪ§ПиГЕДВЩЯМгЙЄЃЌгУПЈХЬМаНєЃЌЖЅМтЖЅзЁЃЌМДвЛМавЛЖЅЃЌЪ§ПиМгЙЄТЗОЖКЭЕЖОпЕШМћБэ1ЁЃ
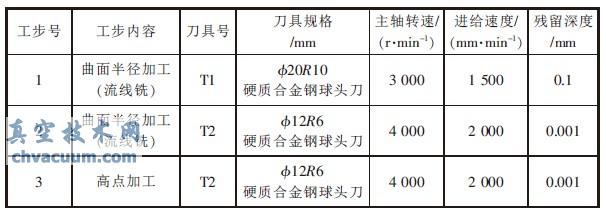
Бэ1 Ъ§ПиМгЙЄЙЄађ1 ПЈЦЌ
ЁЁЁЁ2.2ЁЂзЊзгЩЯБэУцМгЙЄ
ЁЁЁЁБЪепЭЈЙ§Cimatron E ШэМўЕФШ§жсСїааЯпЯГЙІФмЃЌАДЧњУцаЮГЩЙцдђЩњВњЕЖОпТЗОЖЃЌ ВЂЭЈЙ§ЩшжУВаСєИпЖШh(МДБэУцДжВкЖШ)ПижЦМгЙЄОЋЖШЃЌШчЭМ3 ЫљЪОЃЌетбљФмПьЫйЁЂЗНБуЕиЩњГЩзЊзгМгЙЄФіКЯЕФЕЖОпЙьМЃЮФМўЃЌдйЭЈЙ§NC КѓжУДІРэЦїЃЌПЩвдЗНБуЕиЩњГЩNC ДњТы[2][3](ЪЕМЪМгЙЄаЇЙћШчЭМ4)ЁЃ

ЭМ3 ВаСєИпЖШЁЁЭМ4 ЪЕМЪМгЙЄ
ЁЁЁЁЖдгкЩЯБэУцЕФМгЙЄЃЌЦфОпЬхМгЙЄЙЄађЮЊЃКМгЙЄзјБъдЕуЕФЩшжУЃЌXY ШЁФЃаЭЕФжаЕуЃЌZ ЕуШЁФЃаЭЕФзюИпЕуЫљдкЕФЦНУцЁЃЪ§ПиМгЙЄТЗОЖКЭЕЖОпЕШМћБэ2ЃЌзЊзгДжМгЙЄШчЭМ5 ЫљЪОЁЃ
ЭМ5 зЊзгДжМгЙЄ
Бэ2 Ъ§ПиМгЙЄЙЄађ2 ПЈЦЌ

ЁЁЁЁ2.3ЁЂзЊзгЯТБэУцМгЙЄ
ЁЁЁЁЖдгкЯТБэУцЕФМгЙЄЃЌЦфМгЙЄЙЄађЮЊЃКМгЙЄзјБъдЕуЕФЩшжУЃЌXY ШЁФЃаЭЕФжаЕуЃЌZ ЕуШЁФЃаЭЕФзюИпЕуЫљдкЕФЦНУц;Ъ§ПиМгЙЄТЗОЖКЭЕЖОпЕШМћБэ3;ФЃФтМгЙЄаЇЙћШчЭМ6ЁЃ
Бэ3 Ъ§ПиМгЙЄЙЄађ3 ПЈЦЌ
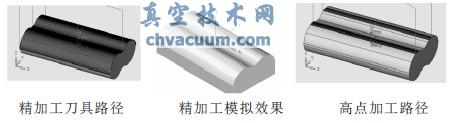
ЭМ6 ОЋМгЙЄ
ЁЁЁЁдкМгЙЄЩЯЯТУцЪБЃЌ гЩгкМгЙЄЮЛжУдкСуМўМгЙЄБэУцзюЕЭЕуЃЌМгЙЄаЇЙћВЛКУЃЌвђЮЊИУЕуЪЧЧђЭЗЕЖМтЕуМгЙЄЃЌЯпЫйЖШЮЊСуЃЌЕЖМтЕуСуЫйЖШПеЧаЁЃИУЙЄађашвЊдіМгИпЕуМгЙЄЃЌ жївЊгУРДзюКѓаое§СуМўзюИпЕуЕФГпДчЁЃ
3ЁЂНсТл
ЁЁЁЁЪ§ПиЯГЯїЩшБИЕФЦеБщЪЙгУЮЊзЊзгЕФМгЙЄЬсЙЉИќЖрЕФМгЙЄЗНЪНЃЌ БЪепеыЖдзЊзгЕФЙцдђЯпаЭЃЌгІгУCAM ЕФСїЯпЯГЕФЗНЪНЃЌЭЈЙ§ПижЦВаСєИпЖШЃЌМгЙЄзЊзгаЭУцЃЌШЁЕУНЯКУЕФМгЙЄаЇвцЃЌ ИУЗНЪНПЩвдЭЦЙуЕНИїжжзЊзгЪ§ПиЯГЯїМгЙЄЁЃ
ЁЁЁЁгЩгкЛњДВДцдкМгЙЄЮѓВюЃЌ РэТлдьаЭЕФГпДчВЛЪЧзюжеЕФГпДчЃЌ ДѓХњСПЩњВњЪБЪзЯШашвЊЖдЕЅИіСуМўЪдМгЙЄЃЌ ШЛКѓЖдМгЙЄМўГпДчВтСПЃЌдйИљОнВтСПНсЙћЃЌЖдСуМўНјаабљЬѕФтКЯЃЌ зюКѓИљОнаое§КѓЕФГпДчНјааХњСПЩњВњЁЃ
ЁЁЁЁзЊзгЕФЯГЯїМгЙЄЙ§ГЬжаЃЌзюИпЕувђЮЊЯпЫйЖШЮЊСуЃЌМгЙЄЮЦТЗаЇЙћВЛЙЛРэЯыЃЌЮЊСЫБЃжЄзАХфОЋЖШЃЌЛЙашвЊЩшжУИпЕуНјааМгЙЄЁЃ