锅炉循环水泵机械密封泄漏原因分析及对策
分析了甲醇装置锅炉循环水泵机械密封泄漏原因,提出了切实可行的改造方案,取得了良好的效果。
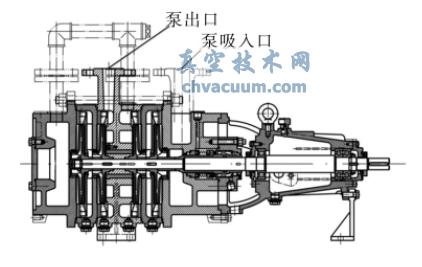
吐哈油田公司甲醇厂锅炉循环水泵P-200是甲醇装置的关键设备,主要承担转化辅锅汽包V-201与一段炉烟气废锅盘管之间锅炉水循环的任务。其基本参数如表1:
表1 锅炉循环水泵基本参数

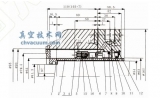
该泵型号为CHZE200-250,机械密封型号为C8BKC55(多弹簧式平衡型单端面机械密封)。机械密封的冲洗方式为带中间冷却器的正向自冲洗(中间冷却器为四管程固定管板式换热器),冷却方式为循环水(硬水)背冷,如图1所示。
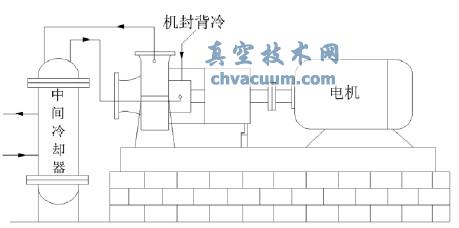
图1
1、存在的问题
甲醇装置在生产运行中,P-200泵机械密封多次发生泄漏。2010年,甲醇装置运行了8个月,期间共发生机封泄漏事故5次,对装置的平稳运行造成较大威胁。
机械密封损坏时,高温高压介质从静环压盖沿轴喷出。一方面严重影响了泵的上水量,破坏工艺操作的稳定性;另一方面,由于喷出的是高温介质,易发生人员烫伤事故。另外,机械密封维修工作量较大,而且机械密封是高压集装式密封,价格较高。
2、泄漏原因分析
将机械密封拆下检查发现轴套表面及动静环内表面布满水垢,动环被卡死,阻止了动环的轴向运动,无法实现动环沿轴向的补偿作用。这是造成机械密封泄漏的直接原因。循环水(生水)温度过高时,会导致其中的离子发生如下化学反应:
Ca(HCO3)2=CaCO3↓+CO2↑+H2O
Mg(HCO3)2=MgCO3↓+CO2↑+H2O
MgCO3 + H2O=Mg(OH)2↓ +CO2↑
在水中可溶的Ca(HCO3)2、Mg(HCO3)2在加热至80℃左右时,开始析出CaCO3、 Mg(OH)2沉淀而形成水垢。
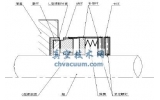
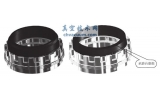
P-200泵机械密封的冷却包括两部分:一部分是正冲洗,介质通过中间冷却器后直接冷却密封腔。另一部分是循环水冷却静环,即背冷,不间断地带走动静环产生的磨擦热(见图2)。
当作为背冷的循环水温度升高到一定温度(如80℃左右)时,会在机械密封间隙部位产生水垢(主要成分为含钙的化合物)。水垢黏附在机封弹簧的狭小间隙中并不断积存,导致弹簧失去弹性,使机封丧失了自动补偿能力,造成失效。结成块状的水垢脱落进入到密封端面,还会加剧密封端面的磨损、降低机械密封的使用寿命。水垢颗粒致使机械密封出现微动磨损,在辅助密封圈与轴套之间形成沟痕,影响机械密封的追随性,使机械密封失效[1]。当开始出现结垢现象时,循环水的流动速度会随着水垢的增多而逐渐降低,造成端面摩擦产生的热量和介质的热量不能及时带走,回水不畅又导致腔体内的循环水温度快速升高。在较短的时间内就会造成端面磨损、密封圈泄漏、弹性元件失弹,导致密封失效。
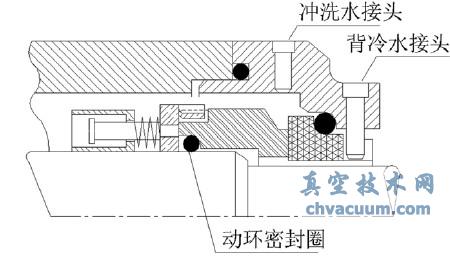
图2
甲醇厂的循环水装置对循环水进行了一定的阻垢处理,而且背冷循环水的上水温度是 30℃,本身不会产生水垢。只有在加热情况下,其中的离子才会发生化学反应,产生水垢。
对造成密封腔内循环水温度升高的原因进行了分析:P-200机械密封的动环是由钴基硬质合金做成 ,静环由浸锑石墨做成,二者都是热的良导体。背冷循环水直接与动静环内径表面接触,因此动静环内径表面的温度,基本相当于密封腔的温度。查阅P-200的相关资料,确定P-200机封正向冲洗水是将泵出口245℃、4.0MPa的锅炉循环水经中间冷却器冷却至110℃后,返回泵机封端面冲洗冷却密封面。而测得的冲洗管线进密封腔之前的温度为130℃,比设计值高出20℃,而密封腔内部温度高达150℃以上。由此判断,机械密封损坏的根本原因是由于密封腔温度过高引起。在这种情况下,循环水到达密封腔后,迅速发生化学反应并汽化,其中的钙镁离子全部以水垢形式留存在机械密封内和轴套表面上,造成机械密封的损坏。因此,只要给密封腔足够冷却,再加上循环水装置的阻垢措施,循环水将不会升温致使其中的离子发生反应而析出CaCO3、Mg(OH)2。这就要求中间冷却器有足够的冷却能力。
而冲洗管线进密封腔之前的温度已达130℃,说明中间换热器的换热效果已不足以对冲洗水进行充分冷却。在对中间冷却器进行解体检修中发现,在换热面上,存有大量水垢,严重影响换热效果。这是造成冲洗线温度过高的直接原因。此外,P200中间冷却器自2003年投入运行以来,运行中管束多次发生泄漏,造成高压锅炉循环水窜入0.3MPa循环水中,发生水击现象,影响机封冲洗效果。由于该台中间冷却器的检修试压较为复杂,需送至外地检修,影响了正常生产。
3、改造方案
防止背冷循环水产生水垢,最简单的方法是将背冷循环水(生水)改为脱盐水(软水)。但考虑到P-200的实际情况,将背冷循环水改为脱盐水不可行。主要原因,一是改造以后,虽然能避免密封腔内的结垢,但由于中间换热器的换热效果较差,密封腔的温度并没有降低,过高的温度对机械密封各部件的损害仍很大,对机封的长期运转,并非十分可靠;二是由于机械密封背冷水直接排放至地沟内,如果使用软水,价格较高,常年排放浪费严重,对装置的节能降耗不利。
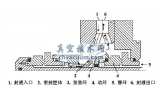
经反复论证,决定采用如下改造方案:将P-200冲洗水中间冷却器拆除,从辅锅汽包上水泵P-201出口总管接管线,将5.0MPa、104℃的锅炉给水引至P200机封冲洗水入口管线,冷却P-200机械密封。改造后的冲洗水流程如图3所示。
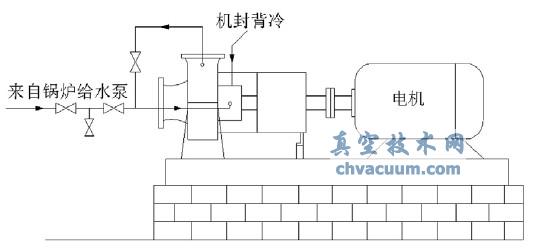
图3
P-201出口为来自除氧器的脱盐水,P-200的正向自冲洗水为锅炉水,脱盐水水质较锅炉水水质要清洁得多,用P-201出口脱盐水作为P-200的机械密封冲洗水,能减少机械密封的磨损,同时,P-200机械密封冲洗水的设计温度为110℃,P-201出口水的温度为104℃,二者间温度比较接近,不会对机封造成损坏,对泵输送介质锅炉循环水也无影响。此外,装置开工时,P-201比P-200早运行,这就保证了P-200运行时其机械密封冲洗水的连续性。
该改造方案的风险在于:
(1)P-201出口水给P200作为冲洗水冷却机械密封,当P201发生故障停机,会造成P-200机械密封冲洗水中断,损坏机械密封,甚至使其发生严重泄漏。为解决这一问题,将P-200冲洗水管线由阀门控制后返回至机械密封冲洗水入口(如图3),这样在紧急情况下,仍可投用P-200的自冲洗水,保证机械密封的冲洗水不中断,保护机械密封。当然,由于此时缺少了中间冷却器,冲洗水的温度较高,对机械密封各部件仍将造成损害,但短时间运行不会有问题。而且,这种情况通常不会发生,因为甲醇装置一共有三台P-201泵,一旦运行泵发生故障,可以及时启动备用泵。
(2)P-201出口压力5.0MPa,P-200的自冲洗水压力为4.0MPa。如果冲洗水量过大,会造成机械密封冲洗压差过大,对机械密封冲刷严重,损坏机械密封,引起泄漏。但只要控制好冲洗水线上的两个阀门开度,防止开度过大,这个风险完全可以避免。
4、改造效果
2011年3月按照上述方案对两台泵进行改造之后,P-200两台泵一直正常运行。截止到2012年5月,扣除甲醇装置停运四个月时间,P-200两台泵累计运行时间分别达到3600小时和4300小时以上,没有发生因结垢引起机械密封损坏的情况。与改造前相比,节省了大量人力物力,同时还降低了装置停产的风险,为甲醇厂长周期平稳安全运行提供了有力的保障。