低温微量润滑切削304不锈钢的实验研究
低温MQL 切削是低温冷风与微量润滑(MQL) 相结合的一种绿色环保加工技术。采用改造的YT15 刀具对304不锈钢进行低温MQL切削实验,并比较干切削、湿切削、低温MQL切削三种方式对工件的表面粗糙度以及切屑形态的影响。结果表明,低温MQL采用高压低温冷风冷却润滑,高压冷风可直接将润滑油带入刀- 屑和刀- 工件接触区域,起到更好的润滑作用,有效降低切削区的温度;相对干切削和湿切削,低温MQL切削能明显降低表面粗糙度,改善其断屑性能,获得较好的切屑形态。
304不锈钢因其耐高温、耐腐蚀等优良性能而被广泛用于航空、化工、石油、建筑、食品等行业。但304不锈钢又是一种难加工材料,其导热性差、切削黏附性强,在传统切削加工中需要大量切削液来降低切削温度、提高工件表面加工质量。然而切削液污染生态环境、危害人体健康,其使用越来越受到限制。低温微量润滑切削是近年来兴起的绿色环保加工技术,它是采用低温冷风技术与微量润滑( MQL) 相结合的新技术,其工艺方法是在切削加工时用经过低温处理的压缩气体与微量润滑油混合后强烈冲刷加工区域,代替传统切削液起冷却润滑作用。低温微量润滑切削的润滑液使用量仅为传统润滑方式的1%,环保效果等同于(准) 干切削。
目前国内对低温微量润滑(以下简称低温MQL)切削技术的研究还处于起步阶段,对低温MQL切削不同材料时的优化的切削参数比较缺乏,需要系统的试验才能获得。本文作者在低温冷风和MQL系统的试验平台上,对304不锈钢进行低温MQL切削试验,研究低温微量润滑切削方式对不锈钢工件表面粗糙度以及切屑断屑、切屑形态等的影响,并同干切削、湿切削等方式下的相关试验参数进行比较,为探究低温MQL 的切削机制提供了参考。
1、试验部分
1.1、试验设备及材料
试验采用自行设计的内冷结构刀具。该刀具是采用YT15 可转位标准车刀改制而成,如图1 所示,在刀杆内加工有通道,在刀杆的尾部安装有将压缩空气和润滑油混合的三通接头,在前刀面和后刀面附近设计安装了2 个喷嘴,经过低温处理的高压气体与润滑油混合后从三通接头的入气口进入,润滑油混合气体经刀杆内的通道,分别从2 个喷嘴口喷射到刀- 屑和刀- 工件接触区。刀具几何参数见表1。
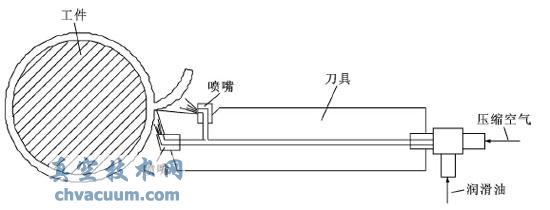
图1 带内冷却结构的刀具图
表1 刀具几何参数

试验采用的主要试验设备是MQL 系统及低温冷风机( 均为东莞安默琳公司生产) 和普通车床CA6140。主要测量仪器包括HITACHI S-3700N 扫描电子显微镜、TR200 手持式粗糙度仪等。
3、结论
(1) 相比干切和湿切削两种方式,低温冷风MQL切削能提供更好的表面切削质量,有效地降低工件表面的粗糙度,明显改善加工过程中的切屑形态。
(2) 低温MQL 采用高压低温冷风冷却润滑,冷却润滑效果好。冷风具备了较强的冲击力,它可以直接将润滑油带入刀- 屑和刀- 工件接触区域,起到更好的润滑作用,有效地降低切削区的温度。切削过程中气压也是加速断屑的一个主要因素。