模糊参数自整定PID控制算法在真空冶炼中的应用
PID 控制在工业控制中应用广泛,但在实际的工业生产中PID 参数需要人工在线多次整定,耗时长、能耗高、效率低;整定过程影响产品质量、甚至不出产品。在用阶跃响应曲线法研究真空冶炼炉温度模型的基础上,设计了一种高精度参数模糊自整定PID 控制器。经一次整定可获得较理想的PID 参数。从2009 年投入使用至今,结果表明:上升时间由原系统的80 缩短到45 min;最大偏差减少了3/4;稳态误差由原系统的1.5% ~ 2%降低到0.5%以下。PID 参数整定克服了人为因素影响;参数整定及控制时间大为缩短;降低了能耗,提高了生产效率,提高了控制精度,保证了产品质量。
各种工业控制对象如发电厂的锅炉、冶炼厂的真空炉和化工厂的精馏塔等都有温度控制,这些对象都具有时变性、非线性和一阶惯性纯滞后的特性。通常采用常规PID 控制,不同对象PID参数需要人工在线反复多次整定;参数整定过程耗时长、能耗高;整定过程中影响生产效率、产品质量甚至不出产品;且PID 参数人工整定,受人为因素的影响,同一对象不同人整定出的参数有差异,虽然都可能满足工艺控制要求,但并非是最佳的控制参数。
本文以真空冶炼炉为研究对象,在用阶跃响应曲线法研究真空炉温度对象特性的基础上,设计了一种基于参数模糊自整定PID 控制算法的高精度控制器。通过一次整定就能得到较理想的控制参数,克服人为因素影响,降低能耗,提高生产效率,提高控制精度,保证产品质量。
1、对象特性研究
利用阶跃响应曲线法研究真空炉温度控制对象的动态特性。如阶跃输入u(t) 变化幅值为:Δu =50,得到的阶跃响应曲线如图1 所示。
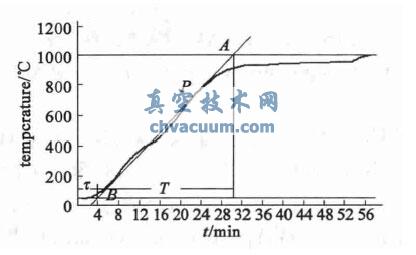
图1 温度对象的阶跃响应曲线
由图可见,它是典型的一阶惯性环节。因此,真空炉温度变化可近似表示为一阶惯性环节纯滞后环节,通常用增益K、滞后时间τ、时间常数T 三个参数来描述。增益K 可按式(1) 求得

其中,y(0) 和y(∞) 分别为输出y(t) 的温度起始值和温度稳态值。滞后时间τ 以及时间常数T 可以用作图法确定。在图1 中阶跃响应曲线的拐点P 处作切线,切线与时间轴相交于点B,与阶跃响应曲线稳态值的渐近线相交于点A,则B 点的坐标即为滞后时间τ,AB 在时间轴上的投影即为时间常数T。
在工业控制上,PID控制广泛应用于一阶惯性纯滞后的对象,只要PID参数整定合理,可获得较理想的控制效果。但PID 参数的整定过程耗时长、能耗高;整定过程中影响产品质量、甚至不出产品。因此,采用参数模糊离线自整定方法,仅一次整定就能得到较理想的控制参数。
4、结束语
对具有时变性、非线性、一阶惯性纯滞后环节控制对象,如锅炉、冶炼炉、真空炉等。引入模糊PID控制思想,设计的参数模糊自整定PID控制算法的高精度控制器,成功应用到昆明理工大学真空冶金及材料研究所。克服了人工整定PID参数耗时长、能耗高、效率低及人为因素的影响,通过一次整定就能获得较理想的控制参数;与常规PID温控系统相比,该控制系统缩短了上升时间,减小了最大偏差,降低了稳态误差,降低了能耗,提高了生产效率,提高了控制精度,保证了产品质量,具有较大的推广意义。