����ϡ�����������������������̼���ڵ�����
������ǰ�ҹ�����������Ȼ��������̼�¶ȸߣ��������ڳ������ֱ��δ�ʹ�������̣�����Ƿ�ѣ��ܺĹ��ߵ����⡣��ʲô�������Խ���������ڴ��ڵ��ϴ������⣬�ǰ����ҹ��Ƽ��빤�̹�������ǰ���Ͼ����������ڵ��о�������ʵ���������������ϡ�������������Զ�桢�����ؽ���������⡣ʹ�ҹ�������̼������һ����̨�ף���Ʒ�����ﵽ�����ʱ���
�����ҹ��Խ���WTO�����������г�����ţ�����һЩ֪�����������̷����й��賧�������˴����Ƚ�����û�����Ƚ����ռ�����Ԥ�ƽ���ȫ���������������ͻ��400������أ����ҹ�������ҵ���������뷢չ������������Խ��Խ����j���������г�ȫ�����Ƶķ�չ���й��ؽ���Ϊȫ����������������빩Ӧ����Ҫ��ó�г���Ҫ��ץס����̻������谴���ʱ������������������ּ����ܳ�������������Ҫ���㲿�������ܿ˷�������������(��ժҪ)��ʹ֮��Ϊ���Ʋ�Ʒ�������������ų�Ϊ����֪��Ʒ��������ֱ�ӹ����̣����������г�������Ӯ���г��ݶ��Ϊ�ҹ���������ҵ�����ش��ס�

����ϡ�����������ǹ�������ҵ��ѧ20����80��������ش�ĿƼ�������ѧ�������ȷ����ܽ�ԭ�Ӱ뾶������40%��ϡ��ԭ�����˵��˸ֵı�����ͬʱ����ϡ������̼��̼�������������Ȼ�ѧ�ȴ���������ʮ�����ԵĴ������ã������������20%��30%�������о�ָ��������ϡ��(��ʮ��ppm)���˵��ֵı���������Ͻ����ã�������Ч�س�Ϊ�ڶ�����̼���̼�������������������ĺ��ģ�������������ϸС��ɢ����״̼������̼�������Щ�߶���ɢ�Ŀ����ؽ���Ϊ���������������б䳤����ϰ����ʹ������ת��Ϊ��ϸ�������ֳ�ϸ��������кܸߵ�ǿ�������ԣ���Ϊ�������Ϸֲ�ϸС��ɢ����״̼��������ϡ���������õ��������֯�����������֯���и��ߵĽӴ�ƣ��������ƣ��ǿ���Լ��㹻�ߵ�Ӳ������ĥ�ԺͿ�ճ��ĥ�����ԡ��������ɼ����ڳ�����̼����ȷ����ϡ��̼���������������������20%��30%�����ܻ�������������Եõ������������֯���ɴ˴���ʹ�����ܵĴ��������
�������������м���ϡ������������ٽ����ܺģ����ٱ��Σ��������Ը�����֯��������ܣ�������ڳ�����̼������ϡ�Ͻ�ʹ�ҹ���ѧ�ȴ������������һ����ˮƽ����Ʒ������һ����̨�ף��Ӷ������������ʽӹ��Ŀ�꣬������ʾ�����
һ����ǰ����������̼���ڵ���������
����1.�ձ���ڵ�����
����(1)��̼�ٶ���������Ч�ʵͣ��ܺľӸ߲��¡�
����(2)��̼�¶ȸߣ�̼��Cp�ߣ����½�����֯�̼��������塢����������ȼ���ƫ�ߣ��Ҽ������ȶ��Բ
����(3)���־��ȴ�����ߴ������ȵȼ�����½���װ�以���Ա�����Ƿƽ�ȡ�������
����(4)���ܲ� �ٱ�����ں�ɫ��֯�����������֯��������������������ࡣ�������Ӳ��ƫ�ͣ�Ӳ�ȷֲ����߱�����ͷ�����ձ飬������ĥ�Դ���½����ܳ��ֽӴ�ƣ��������ĥ�Բ��ߣ����³�����������䣬�������ƣ��ʧЧ����������س��������̳����б�����Ϊͻ����
����2.����ʽӹ����׳��ڴ��ڲ��
����ǰ�������ҹ���������������Ծ�������������������������Ϊ����¢�ϣ��ҹ�������ҵ�ij�·�����ṩ����������������Գ���Ϊ������������ϵͳ��������˵��Ϊ��Ҫ���Գ���Ϊ����ɵ������������������ܳ���ǰ�źͺ����ܳ����������������������ṩ���ף������ҹ�������ҵһ���ش������Ϊ�ˣ�������ҵ�����dz����ȴ�����ҵӦ�������ƣ�Ϊ�ﵽ����ˮƽ������Ӧ�е�Ŭ����
�����ܵ�˵�����ﵽ�������ױ����ڼӹ������ж����»��ڼ�ǿ���տ��ƣ������Ȼ������ࡣ
����(1)�ȴ���ǰ�Ļ��ӹ���������������ֲڶ���ߴ繫����ȴ���ǰ������������װ�侫�ȡ�
����(2)�����ܼ��ߴ������صIJ�����ӹ����գ��������ֲijɷֿ����봿���ȡ����Դ����ơ���״��֯���ơ�������Ԥ���ȴ�������������֯�ľ����ԣ���ӹ�Ӧ�������ȡ�
����(3)��̼���ػ���̳��ֵĻ�������뾫�ȵȼ����ƣ�װ�以���ԡ�����ƽ������������
����(4)��װ�豸���棬������̼�����������������������ȴ��������ȴ������(���������Ͽ�ڷ�)�ȡ�
����(5)������֯���죺����Ӳ����Ӳ���ݶȷֲ���̼�������������������弶����ơ�
����(6)���ܳ�죺�ٳ�������ƣ����Ӵ�ƣ�����顣�ڱ�����������ܳ�̨����������ȡ�
��������ͨ���Գ��ֲ�Ʒ�������¼��飺
����(1)������ۼ�飺����Ʒɫ�ڹ���ߴ��顣�۱���ֲڶȡ�
����(2)װ�以���Լ�飺�ܳɴ�������ƽ�����ܲ飬�ܳɴ���������顣
����(3)�ȴ���������飺�ٱ���Ӳ��62��64HRC���ڲ����鰴550HV�������۽�����֯��һ��̼��������弰����������<3��;�ϸ�ʱ≤2����
����(4)�Լӹ���Ʒ��λ������֤��ϵ���飺��Ӳ���豸���¶��Կ������DZ���У����ϵ;��̽ͷ���������DZ�������ϵ;�������������ϵ�����������������������ļ����ʩ;���չ��������ļ���ȫ��
����ֻ��Ӳ���������ﵽҪ���ſ��Խ��в�Ʒ�ӹ���Ŀ�����ڱ�֤��Ʒ�������ȶ��ԡ��ɿ������ظ��Լ���һ�ԡ�
���������������ҹ�������ҵ������10�����IJ��ϸ��죬���൱������ҵ�����ȼӹ��Ĺ�װ�豸�ѻ����Ϸ��Ϲ�������ˮƽ��Ҫ�ؼ�����������ҵ�쵼���뾭Ӫ�����ߵ����һ���ܶ�����������ҵ��Ӫ���������������ز�����������������ì��ʱ��������Ϊ������·������ֻ������ǰ���棬���ӳ�Զ���档����ȱ���г�������ʶ��ȱ���Ż���ʶ��ȱ��������ʶ��ȱ����ҵ������Ӫ�ĸ��������Եķ�չս�ԣ�û�и��������Ե���ҵֻ�������г�������䡣������ʵ��˼��ת�켰��Ӫ��������ת�죬�ӿ���ҵ��Ӧ�г��ر��������г���ȫ�ľ������������ȫ��“�й���”�Ĵ����£�ռ��һϯ֮�أ��йز���Ӧ���������˼����
����3.��ǰ�ص�Ӧ����ʩ——����ϡ��̼��������
�����Ӽ����Ƕȶ��ԣ����ʳ��ֵ�������һ��ϵͳ���̣��������̸��������ڶ����ڸ�ʽ������ì�������⡣ʵ��֤�������������Ľ��㼯�б������ȴ�����
��������֮��—����̼������ֵľ������ȴ���ǰ��4��5�����ȣ���ƺ������7��8�����ߴ�����״���伱��������װ��Ļ����Ա������ױ��ε��³������ľ�ƫ�ƣ��������̲��������������ɱ���������������������װ���϶��ﲻ����;�����ֵ������������Ǿ����ڳ����ȴ���������������ҵ�涨������Ӳ��58��62HRC����������ں�ɫ��֯�����������֯���Ʊ�Ӱ�����ij�����������ĥ�Լ��Ӵ�ƣ���������������ƣ��ĥ���ʧЧ�������ı�����ɳݶ�����ƫ��Ҳ���������ʧЧ���ر���͵����س������ն˴��������ݴ���������ת����·���ƽʱ�����ܾ���������Ħ�������ײ������ƣ��ĥ����ճ��ĥ����Щ����¼��б�¶���ȴ��������ϣ�������һֱ���ȴ������ϴ������⣬��Ϊ�ҹ�����������������·����ƿ����
������û�а취���?��——����ϡ��̼�������������յ����ͼ�Ӱ��ʵЧ��
����ϡ����ѧ�ȴ�������������20����80������ڹ������ڲ��Ͽ�ѧ�����е�һ���ش�Ƽ��������״η�����ϡ����̼�����еĴ����������Ͻ����ã��Ⱥ�������ط���ר��8������첿�Ƽ��ɹ�һ�Ƚ�һ��“ϡ����̼���������̵Ļ�������������������������ϵ�Ӧ��”(1986��);���ҷ������Ƚ�“ϡ��������ȴ����¼���”(1990��)��
����������������¶��ص����ԣ�
����(1)����̼�������������15%��30%������Ϊ�ϸ�Աȣ����ް������ղ����Ż�;�Ե��������������30%��50%��
����(2)�ɽ�����̼�¶�40��60�棬����820��900���¶��½��п�����̼����ȫȡ��̼������������ɫ��֯������������֯��ʹ�������εĻ������½���
����(3)������֯��������ܡ�ϡ������̼һ�����뵽�ֵı�������Ͻ����ᣬϡ������Ϊ̼�����κ˺��ģ�ʹ���ΪϸС��ɢ����״�������������Ĵ����谭�������б䳤�����������������ɳ�ϸ״̬������ϡ����̼�Ĺ��������ĵ�����֯Ϊ���ڳ�ϸ���������������������Ļ����Ϸֲ��Ų�ͬ��С�ߴ��ϸС��ɢ����״̼������ֳ�ϸ�������������������и�ǿ�ȡ������Լ��ߵĶ����Ͷȣ��ߵ���ĥ���붯̬����ƣ����Ӵ�ƣ��������
����(4)�������Ч�ʼ��Ͷ������ʣ����Խ����ܺģ��Ӷ����������ɱ���
�������ִ������ļȽϼ��¼���Ӧ��ǰ��
�����ҹ��滯ѧ�ȴ��������г����Ⱥ���ֹ�����һЩ�����������¼������ɼ������£�
����1.��ѧ������
����(1)���Ȼ�̼���������ࡢ���������ࣺ���������������������෴Ӧ�жԹ������淴Ӧ������������¶�����ʱ��棬��������棬�ٽ����淴Ӧ����������C����N�����ԵĴ������ã����û���ֻ��¯���빤�������Ӧ�����Թ�������������ѧ��Ӧ�⣬��¯�����ȸֹ��������Ը�ʴ���á�
����(2)BH����������ǿ����̼���ѻ���Ӧ����ʹú��Ҳ����860��880������ѽ⣬����Ϊ4��̼���Ӵ���;��ʹ4��̼ԭ������Ҳ��������Ͻ����á�
����(3)ϡ�������������������������Ч���⣬���������������ϡ��������ֵı���������Ͻ����ã�ϸ����֯��������ܣ����DZ��������������������ı��ʲ��
����(4)��Ԫ������C��N��B��S��O��RE�����ܸ���Ԫ��������ò�ͬ������ϡ��RE��ڶ�������������ģ�ϸ���ڶ���ʹ֮ϸС��ɢ�ֲ��������ž۳�����������ò����ܱ�ȡ���������߹����¶ȣ���һ��������ټ����ָ����ܵ���������ʮ�����ԡ�
����2.���������Ƚ�����
�����������ӵ�����������������������̼���糡��̼�������̼�ȣ�ֻ�Ǵ���������ʲʱʹ�á�������������˵��Ҫ�������ɱ��͡������ȶ������ⷽ���������㡣��Ŀǰ��Ȼ���ó����豸���羮ʽ��̼¯���ܷ���ʽ��̼¯������ʽ������̼¯��ֻ���������˱�Ҫ�������죬�ر����������Ƚ��ļ��������ϵͳ.�㷺���ù�����ͨ�õ���̽ͷ��̼�ƿ��������DZ�������λ��——��ҵ���Ƽ��������Ӧ������Ӧ��̼��������Щװ�����������������죬����������Ʒ������ͬ���۸���ͺܶࡣ
����3.����ʽӹ켰���ֲ�Ʒ�������ļ�����ʩ
����(1)Ӳ���豸���� �ҹ��ȴ���רҵ��ˮƽ���ܵͣ���ҵ��ɢ���д���ת��Σ��������ҵ�ȴ����豸��������������豸���еIJ��߱���ֻ��һ���֣�Ҫ���ı�������״ֻ����רҵ����·��Ŀǰֻ�����������ʵ��ǿ�豸�����ռ������������������Ч����
����(2)������������������ �����ҹ�������ϡ��̼�����������ʷַ�������ص����ã���ǿ���չ�������ʹ�������ֵ���̼����ˮƽ�ﵽ��ˮƽ����Ʒ������һ����̨�ף����������õ���ҵ�ﵽ����ˮƽ��ȫ���ܡ�ʵ��֤����������ҵ����ǰ���ѳɹ�������������ҵ�ṩ�����׳��ֲ�Ʒ������������ܳɡ�
����ϡ��������������ȷӦ��
����1.ϡ��������ѡ��
����Ϊ����Ӧ��ǰ�г������ƽ��Ƚ����ռ�����Ӧ�ã��Ƽ�ϡ����������������Ŀǰ��ԭ������ϡ�����ϳ��Ĺ��̼�����Ա��ͬ�齨�˹��������ϡ��Ӧ�ü���������˾��ҵ�����Ƴɹ����Ƴ��л�ϡ������������ϵ�в�Ʒ��������Ч�������⣬���˷��˹ܿڶ������⣬�ھ�ʽ��̼¯������ʹ��50��¯û�з���һ�ζ��������û�ʹ�ô������㣬�������г�����
����2.ϡ������Ч������
����(1)�������� ����������Ҫָ�����ٶȼ��ڵ��������档
����(2)���۷��������ٶ��������¼��ֶԱȷ���������ϡ���벻�����ֹ�����ȣ��ٲ�ͬʱ��ȡ����������������̼����ѧ���߽��жԱȡ��ڳ�ȥ����ʱ��֮����̼ʱ�����̼�ٶ�vΪ�����δ���Դ���̼ʱ��h����v=δ/h(mm/h)���ۼ�ϡ���벻��ϡ�����ֹ�����¯�������ֱ�ӶԱȡ��ܶ�������¯һ����������ʱ��������жԱȡ��ݶ�����¯�������������Կ�������Ƚ��жԱȡ�
����3.ϡ����̼���յ�������
������ʹϡ������������Ͻ����ü��ܳ�Ϊ�ڶ���̼�����κ˺��Ľ�����������ϸС��ɢ����״̼����谭������ת��ʱ�б䳤�����Ϊ��ϸ�����壬��ˣ���̼���ձ�����øߵ�¯��̼�ơ�ֻ���ṩ�㹻���̼ԭ�Ӽ�������Ũ�ȵ�̼ԭ�ӣ�ϡ�����ܴﵽ�κ�������ͬʱҲ������ӻ����е�ȱ���ܶȣ��ٽ�̼ԭ���ڹ����е���ɢ�ٶȣ����ܻ�õ��͵Ľ�����֯��ͨ��920��930��������¯��̼�Ʊ������Cp=1.2��1.3������1,4���������ڸ����¹�������̼������ϵ�̼��Cp=1.0��1.1��Ч���������ԡ�
����4.ϡ����̼������֯����
��������ϡ����̼����Ҫ��������ԣ�������ýϸߵ�Cp������̼�������̼�������������������ڳ���×500���������¿ɼ���ϸС��ɢ����״̼��������θ�ϸС���ɼ�����ɢ̼������ߵĻ��嶼�dz�ϸ��������������������壬�����ϡ����̼�ĵ�����ѽ�������֯��ͼ1��20CrMnTiH�־�900��×7hϡ����̼��ĵ�����ѽ�����֯ͼ;ͼ2������ͬ�����µĽ�����֯��ֻ��Cp�ϵͣ�̼���������ϸС����;ͼ3��Ϊ20CrMnTiH����̼����Ľ�����֯��
�������ϡ����̼���ղ���������Ҳ���ܳ���ԭ��е���䷢������������̼���������涨���й�̼��������弰������������ּ������֯��
�ġ�ϡ����̼���յ�ѡ��
������Ŀǰ��������̼���ֵ�ģ������̼����ȿɽ��䰴�������н��з��࣬������ϡ����̼�ص㣺�������15%��30%��������̼�¶�40��60�棬����15%��40%�����ٱ���40%��60%�����Ը��ƽ�����֯�������߹���ʹ�����ܵȣ�����ֵ�ģ���������������ϣ�����ͳһ���ϣ��ֱ���ò�ͬ���շ�������ϡ����̼���������ۺϼ�������ָ�꼰������Եؽ������������Ϊ����������Ϊѡ��ϡ����̼���յ����ݣ��Ի�ȡ���������Ч����

���������е��Ƽ�����ϵ�ǰ�������������г��ڴ��ڵ����⣬�ص��Ƽ������������������ּ������������������̳��ִ������й�ϡ����̼��������⡣
����1.������������ִ�����ϡ���ɿ���̼����
����(1)����Ŀ��Ϊ�ﵽ�����ʺ������������������ҵ������������������������ֵļ��������������飬��ͼ�ҵ������������ķ�����;����
����(2)�����豸 105kW�ľ�ʽ����ʽ��̼¯����̽ͷ��̼�ƿ��������DZ�����Ӧ�ù�ҵ�������̼���������Զ������Զ�����(̼��ϵͳ��Ϊ�������ͨ�¿Ƽ���˾�ṩ)��������50��¯�ε����顣ϡ���������ɹ��������ϡ��Ӧ�ü���������˾�ṩ��
����(3)������ϼ����ֵ���Դ 20CrMnTiH��20CrMoH���ָ֡����������ҪΪ��Э���������������䳧�ṩ������������֡���̼�����Ҫ�����1.1��1.5mm����Ҫ������ֱ��Ρ�����Ч������֯���ơ�
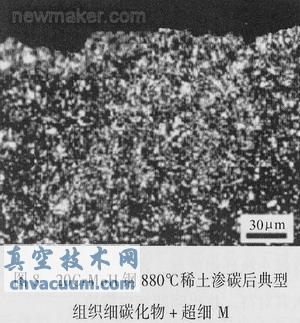
����(4)ϡ����̼����Ĺ���������������״��ڵ���Ҫ����Ϊ������̼����ߴ羫�ȴ���½����������ǹ�ȥ�ڰ�ɽ���������������ൺ�ڶ����ֳ���ʵ��������880����̼���ٱ��ε�Ч���������������������ʷ�˹�س�������˾����890����̼Ҳ��Ϊ�˼��ٻ��䡣�ڶ��ڽ�����֯���ƣ���ҵһ���Ϊ̼���������Ͳ���������ҪС���������ڿر�ΪС�ڵ��ڶ�����������������Ϊ�ϸ�������Լ��ľ��飬��������ù�������ҵ��ѧ�����ƹ�Ӧ�õ�880��ϡ���ɿ���̼�����ȱ�֤���ֱ��ξ������٣�ͬʱ���ü��������̼��ϡ����̼���ȱ�֤�нϸߵ�������Ҫ��֤��������֯�����ڶ���֮�ڡ�
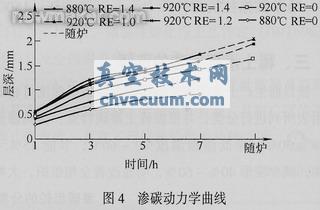
����(5)�������ͷ�������ϡ�������������Դ������á������������880���920���ϡ���벻��ϡ�����жԱ����顣����ϡ��880����̼��Ȼ���³�¯��𣬲�ͬʱ��ȡ���ⶨ������ȼ�����Ӳ��;Ȼ��ϵ罵����850���¯���920��ϡ����̼�Ĺ��̼�������880����ȫ��ͬ������ͬʱ��ȡ��������ͬ����������Ϊ�״���ú�͡��Ѳ�ͬ����ϡ±���뵽ú���У�����̼�������ü���������������չ��̣�������ⶨ���������Ƴ�ͼ4����̼����ѧ���ߡ���ͼ4��֪��880���ϡ���벻��ϡ�����ٲ��ϴ�5h���㲻��ϡ����ΪO.80mm����¯��ΪO.95mm����ϡ����5hΪ1.0mm����¯����1.2mm���������25%���ҡ�����920�治��ϡ������ȣ���ͼ4����ѧ���߿�֪����������ƺ�����������105kW��ʽ¯���ԣ���880��������920��Լ��20��30min������װ¯���йأ�����920�潵��830��������1h��Ϊ�˴ﵽ���Ƶ���̼��������ߵĹ������ڣ���1.10��1.50mm����ƫ����ʱ880�����ù�������ʱ�䷴�����̣�ƫ����ʱ��������ͬ���ڵ�ɴ�20%��25%�������������½�������920���ϡ���벻��ϡ����Ƚ϶��ԣ�����ϡ��7h����Ϊ1.4mm����ϡ���ߴ�1.7mm����������������Լ21%��
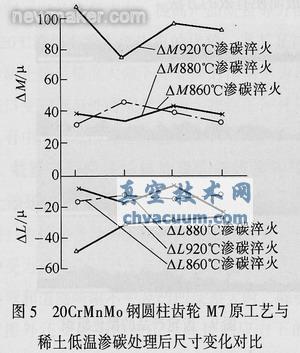
�������ڳ��ֱ������⣬��ȥ�����ڰ�ɽ��������������120����������������M7Բ�����ֵı��ν��й��о�����̼�¶ȷֱ����ԭ����920�棬ϡ����̼�¶�880�漰860�棬ÿ��5�����֣���̼�Ⱥ�Բ�ͬ��λ�����˲�����Ȼ��ȡƽ��ֵ������ֳߴ�仯�����������Ҫ���������ױ����빫���߱��Σ���̼���ǰ��ͬ��λ�ߴ粨���仯��ͼ5��ʾ�����е��ڿ�����ֵ��+��M��μ����ʾ;�������߾���С��ֵ��-��L����ʾ����ͼ5�пɼ��ߴ�仯�ľ���ֵ�O��M�O��O��L�O��Ӧ��880�漰860������ߴ�仯������ͬ����ԭ����920����ȣ���������Լ50%��Ч��ʮ�����ԡ���������Ҳ���ù����������䳧�ṩ����������ݵı��ν����˲ⶨ���ᾶԼ��60mm����Լ360mm��һ�˴�������һ�˴��ݣ�ԭ����920����̼����νϴ������������ҪУֱ��������Ҫ�ⶨ��Ҫ��װ��д���(����Լ10��mm��)��ľ����������������Σ�ǧ�ֱ�����������0.15mmʱ����Уֱ����Ҫ������̼�¶ȶԱ��ε�Ӱ�죬������̼Ϊ920�棬������Ϊ900����̼����̼��ÿ������ѡ��40����ݶ����ȴ����������ν����˼�⣬����¼�¾����������ݣ����������С���в�������ͼ6��ʾͼ�ν��бȽϡ���������0.15mm��Ϊ���α�����ԭ����40���кϸ�18����Լռ47%����������900����̼���ϸ�Ľ�2����Լռ5%���ɼ��¶ȶԱ��ε�Ӱ��ܴ�Ҳ����˵������̼�¶��Ǽ��ٱ����������Ĵ�ʩ��

����2.Ӧ��ʵ��
��������880��900���ϡ��������̼�¶ȼ��ٳ��ֻ����Ӧ��ʵ�����£�
����(1)��ɽ������������100��200�����������������������̼�����δ�ȱ�������ԣ�װ�伫Ϊ���Ѷ���Ϊ��ҵ���⡣���ù�������ҵ��ѧ��880��ϡ��������̼�������һ���⣬����⣬��С���δ�50%���ҡ�
����(2)����һ�����ͳ�����������С�������ʱ����������������ھ�ʽ¯��920����̼��Ȼ������ʽ¯�����¼��ȣ��ڴ��ѹ����ѹ�㣬�ڹ�������ҵ��ѧ���Ƽ��£�����860��ϡ����̼���ڸĽ�װ�ϵ��ߺ�ʵ������̼��ֱ�㣬ȡ����ѹ�㡣
����(3)�ൺ�ڶ����ֳ������а���������ǰ�����ܳɣ�����������̳�����������̼������μ���ѹ�㣬�Ľ��Ҿߺ����ö����ܷ���ʽ¯���ù�������ҵ��ѧ�ṩ��880��ϡ����̼������ʵ����������ֱ�㣬ȡ����ѹ�㡣
����(4)һ��������ֳ�������ʽ��̼¯�д���ͬ�������ݻ��ף�920����̼������δ�����ת��ʽ¯�����¼��Ⱥ�ȡ��ѹ�㣬�ڹ�������ҵ��ѧ�����²���900��ϡ����̼��ʵ������̼��ֱ�㣬ȡ����ѹ�㡣
����������ʵ��֤���������̼���ֵĻ�����Σ�����Ҫ���õ�����̼�¶ȣ�������Ҫì�ܵ���Ҫ���档������̼���Ƿ��ܴﵽ���ڲ�Ʒ�ijߴ羫�ȱ������漰ì�ܵĴ�Ҫ���ء����̼������ձ���ͬ������������ϸ���ƣ�
����һ�Ǹֲĵ�ұ�����������Դ���������;��״��֯�������;���Ӽ�����ơ�
�������Ƕ�����Ԥ���ȴ������ٴִ����IJ������Ŵ�����������֯�IJ���������ֲ�������״������ȣ�������֯�IJ������ԣ��������֯ת����Ⱥ�ͬ�����־ֲ���Ӧ�����е��±��Σ��ʵ¹����ڹ�˾�ϸ�涨����ë�������ϸ�ִ�е��������ա�
�������ǻ��ӹ��ļӹ�Ӧ���IJ�����������
�������Ǵ��Һ��ȴ���Լ���ȴ�ľ����Եȡ�
�����ɴ˿ɼ�������ֱ�����һ��ϵͳ���̣�����Ҫì�����ڲ������ȴ������������Dz��ɷ��ϵ���ʵ��Ӧ�����ʵ����Դ����ҳ�������Խ����
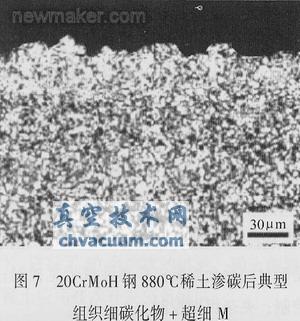
�������ڽ�����֯���ƣ����������Ƽ�����̼�¶�Ϊ880�棬�볣�湤��920��930_����ȣ�������֯��������ơ���Ϊ�¶ȵͰ����徧�����׳���ʹ����������������ϡ��Ϊ���ĵ�̼����䳤���ٶȺ�С��Ҳ���׳�Ϊ����������̼�����ǰ����������ַ���ϡ�������ã���������㹻�ߵ�̼�ƣ�ʹ֮��Ϊ̼����ĺ��ģ�������������ϸС��ɢ��̼�����ʹ������ת��Ϊ��ϸ�����弰���������壬�Ӷ���ø�Ӳ������ĥ�ԡ��ߵij��������Ͷȼ��ߵ�����ƣ����Ӵ�ƣ��ǿ�ȡ����͵Ľ�����֯��ͼ1��ͼ2��ͼ7��ͼ8����̼�ƿ��Ʋ���Ҳ����û��̼������֣������̼��������弰�����������Ϊ3��4����֯������̼�������DZ�����ҵ��������Ƶ��豸��������ö�μ���̨��̼�ƿ��ƣ������յ����õĽ����
��������Ҫ�����ɫ��֯�����Ӳ�ȵ��µ����⡣������֪��̼��������һ�־��кܶ��ŵ�Ĺ��գ���Ϊ�����صĺ�ɫ��֯��û�б��㷺ʹ�á���ʵ��̼Ҳ���ں�ɫ��֯�����⣬���ں�ɫ��֯�����з���������֯���Ӷ�ʹ����Ӳ�ȴ���½���ʹ��̼��Ӳ�ȷֲ������ձ���ڵ�ͷ�����³�������ĥ�������Ǵ��ڶ�������⡣
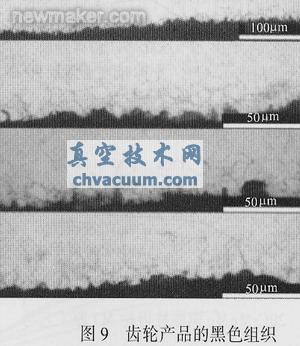
����ͼ9��������������̼���ֵĺ�ɫ��֯�����ɫ��֯����Ѱ�����취����ͼ9�ɼ���ɫ��֯�൱���أ����Կ���澭����ḯʴ���������ɼ������д�����ɫ������ڡ��������������������Ҫ�ɺϽ�Ԫ��Cr�����������������Ϊ�������壬����Ӳ�ȴ�����½�����������Լ��30��40μm��

������Ӳ�ȷֲ�������ͼ10��ʾ������Ӳ�Ƚ�550HV������Ӱ����ֲ�Ʒ��Ʒ�ʡ��о���Ϊ��ɫ��֯�Ļ�����һ������������;��ԭ���ؾ�����ɢ����������Χ��Crԭ�����������ھ��磬���ڻ���ƶCr������ʱת��Ϊ�������壬�Ӷ���Ϊ��ɫ���硣������һ�γɻ�����ϡ����̼ʱ����ϡ�������ڹ������渻���������ظֵľ�����ɢ����������������Զ��Crԭ�Ӹߵö࣬��������������ϣ��谭��ԭ�Ӽ���������ɢ���Ӷ������ڼ����ɫ��֯��
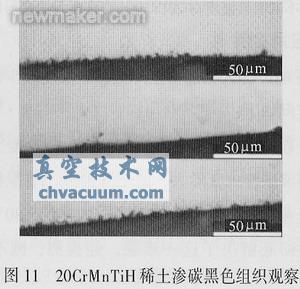
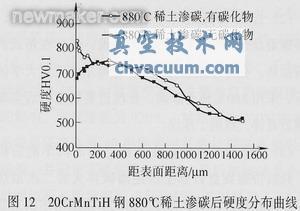
����Ϊ�����Ƕ�ϡ����̼���������˶�μ��顣���ھ�����Ҳ���ȳ�������̼����ḯʴʱ���׳��ָ����صĺ��������ֻ����ѡû��̼�����������������ü���ĸ�ʴ���м��飬�����ͼ11��ʾ����ɫ��֯��Ϊ��������ֻ���ڸ���ط���Լ�ɼ���Ӳ�ȷֲ�����ͼ12�����������½��ӽ�59��60HRC������̼������������������Ӳ����ߴ�820HV��Լ63��64HRC(��ͼ12)���ɴ˿ɼ�����̼�м����㹻��ϡ�����ǽ��������̼��ɫ��֯��������Ч�ķ�����
�����������ֳ�ʵ�����������ľ���ָ����жԱ��ܽ����£����������������ģ��M5��M8�������Ƽ�����880��ϡ����̼����������̼�ٶȻ��������ڡ��ܺġ������Ⱥ���䡢��ɫ��֯������Ӳ�Ⱥ����������֯����ƣ��Լ����ͳɱ�����߲�Ʒ�����ȷ������ԭ����920����̼�����ɱ�������ƣ������Ǽ��ٳ��ֻ������ֹ�Ⱥȴ���½���������ø�Ϊ���������������ڱ����������������棬�ҵ���һ�ּ�㡢ʵЧ�;����й���ɫ���Ƚ����շ�����
����3.���س������ն������̳������ִ�����ר��ϡ����̼����
����(1)���������ֵĹ����������ƻ���ʽ ��������������������Ӽ�������������ӵ�һ�Դ�������������ת��͵�·���ƽ���������ʱ�����������Ĺ���Ħ����ܶ�̬�ij����߽Ӵ�Ӧ���µĻ���Ħ�������������ȴ����������Σ��������Ͻϲ����װ�䲻������ƫ�ػ�������ֲ�Ӧ�����У�����Щ����������ij���ض�������������ӽ������Գ��ֵ��������������ܳ�ʱ���ܶ�̬�������ԵĹ����뻬��Ħ�������ܼ���ĥ��ĥ����ƣ��ճ��ĥ�𣬵�������ɲ����ͻȻ������ͣ����ת����·���ʱ��Ҫ���ܳ�������ƣ��ĥ�������ҹ����䳵���������ؼ�����··���ϲ�����Դ����������ܵͣ��ܳ����̺̣ܶ���Ϊ����ͷʹ֮�¡�
����������������ҵ���˽⣬��Դ������ֵ��ƻ���ʽΪ���ٶϳ������ݽ϶࣬�Ͽڷ�����ԭ�������س�����ƫ�أ��Ͽڼ��ӣ��Ͽڳʴ־�״��ɨ��羵�¹۲�Ϊһ���ؾ��Ͽڣ��������Ͽ���������ƣ�Ͱ��䣬����ò�е�ʴ������Ŀ�״���䡢�ֲ���Ƭƣ�Ͱ���ȡ��۵�������ĥ����ƣ��ĥ������ĥ���ƣ�Ͱ���ȵȡ���������������������������Ҫԭ��ΪĦ����ճ����ƣ�����Ƶ���������չ�������ߵĸ��ϡ�
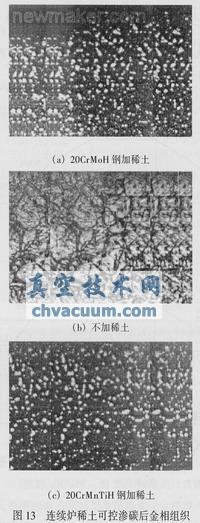
����(2)�о��Բ߸������۷�����ʵ��֤����ϡ����̼�ĵ��ͱ�������֯���������ƻ����Ծ��кܸߵĿ�����������֪��̼������кܸߵ�Ӳ�ȡ���ĥ�Լ���ճ��ĥ�𣬶������徧��������������ij�ϸ����ʹ�������ǿ���������ر��ǿ����ѵ����ܵõ��ϴ���ߣ���������������չ����ͬ����ߡ�ϡ����̼�ĵ��ͱ���֯(��ͼ13)����̼��������������������ϸС��ɢ����״̼��������Ϊ��ϸ��������������������壬�����ߵ����Ժ����ؽ�ϸ�����һ�𣬴Ӷ�ʹ������֯���кܸߵ���ĥ��(������ճ��)��Ӵ�ƣ�����ܣ���ʹ���ֵ���ĥ�Լ��Ӵ�ƣ������������ƣ��������ͬ�������ߡ�����������������ֳ�������������ӳ�ʹ�������ȼ����г�Ч�ķ�����
����(3)�д�ģ�����ֵ�ϡ����̼���� ��������Գ��ָ���Ӧ��ʵ��������Ҫ��1.7��2.2mm����������ϡ����̼���ֱ�Ӵ�𣬶������̳ݳ�¯������ڴ��ѹ����ѹ�㡣��̼���ڶ�����̼¯�н��У������ܴ�ʱ���ڹ�ͨʽ����ʽ��̼¯�н��С���������ԭ������������������������й�ϡ���ɿ���̼��������������ʵ��֤����ֻҪ���ղ��������õ������ܻ�ýϿ���������ܻ�õ��͵ı�������֯(��ͼ13)��
����(4)����Ӧ��Ч�� �ó���Ҫ����8��10t���������ĺ����������ָ���������װ�����ף��²�Լ2000�ס��û�������ϢΪ������ϡ���Ľ�����֯�����������������ֽ����������˻���ԼΪ5%��7%������ϡ���ɿ���̼���˻����½���1%��2%��֤������ϡ���ɿ���̼��ȡ�������Եļ�������Ч�档
�塢����
����(1)������Ƴɹ����л�ϡ��Ŀǰ�д������ýΣ�����Ӧ�ý������ʹ��Ч����ϡ�����൱�������ܽ�������ǰ�ߣ����ڶ�����������̼���������ˣ����Ҳ��ײ���������ʹ�ü�㣬�۸����������רҵ����˾���ҽ����������Ӷ���֤�˲�Ʒ�����뼰ʱ��Ӧ��
����(2)�ܽ��ȥ������������顣���ݵ�ǰ�ҹ�������ҵʵ�����������ͬ���Ƽ��˾����������������ϡ����̼���գ�
������һ���������������880_��ϡ���ɿ���̼��Ŀ�����ڼ��ٳ����Ⱥ�������䣬���ֽϸߵľ��ȵȼ���Ϊ��������Ѱ�Ҿ��������ۺϼ�������ָ����Ƚ����շ�����
�������������ĩ��Բ������������Ϊ�����������ܵ͵ij��ָ��ṩ�Բߡ�ϡ����̼��������֯���÷��������������빤��������ʵ��֤��Ҳ������Ԥ��Ч����
����(3)ϡ�������������ҹ��ķ���ר�����ڻ�ѧ�ȴ�������洦������������������ã���DZ������Զδ���ӣ�δ���Գ�����ã���Ϊ������λ�Ը�ʮ���ź���ϡ���������������Ź��չ�ռ��뼼���г���ϣ������Ȥ��ҵ�繲ͬ��������������ҹ�������ԴΪ��ᴴ��Ƹ��������µĹ��ռ�����
����(4)������г�����·����ͬ����ϡ����̼��ϡ��������ϡ����Ԫ�����Լ�ϡ�����洦�����г������г�����ͬ�����µIJ�Ʒ���µĹ��ռ����������ߴ���֮·��