����ȴ���¯˲̬���ȹ��̵���ֵģ�����
����������һ����ά����ȴ���¯�ķ���������Ԫģ�ͣ���ģ�͵���Դ�ǵ���ͨ������������Ľ����ȣ�����;����Ҫ�����˼������������β�䡢�����β�֮��ķ����Է��䴫�ȡ���������Ԫ����ANSYS ������ȴ���¯���ȹ����е�˲̬�¶ȳ�������ģ����㣬�õ����ȵ�ż�¶���ʱ��ı仯���ߣ�����ʵ���������˱Ƚϣ������˽�һ�������ȷ�Ե�;����
������պ���������������¶Թ������м��ȣ��˹����Է��䴫�ȷ�ʽΪ������ռ��Ⱦ����ڱ�Ľ���(�������ɿ����ա���ԡ)�м���ʱ���߱����ص㡣��Ϊ��һ��ļ���ʵ���ϲ��ܹ��ڹ㷺���¶ȷ�Χ���ձ�������¶���ȫ���ֽ������ȱ���������̼���ϸ�ƽ��Ͳ����κλ�ѧ��Ӧ(��������̼����̼����ʴ��)������ռ������ڼ�ϡ���������н��еģ�����������һ����ȵıײ���
���������պ��Ӻ������û�ȡ������պ��ӹ��ղ�����ѡ��������¶ȡ�����ʱ�����ն��ȡ���ͳ���о������Dz���ʵ����̽�����ʵ���պ��ӹ��ղ��������ַ�����Ȼ�����У���ȴ��Ҫ���д�����ʵ�飬����һ����äĿ�ԣ��ҺķѴ�����������������ʱ�䡣ͨ����ֵģ�⣬���ǿ��Խ�����պ��ӹ����¶ȳ�����պ��ӹ��ղ����Ķ�����ϵ����ͨ����������֤��ʵ��֤����ֵģ�ⷽ������պ��ӹ����е������ԣ��������ȴ�����������ɸѡ�����Ϳ����ڼ��������ɣ����ܹ����������Ч�ʣ����������ɱ��������ȷ��ѡ����պ��ӹ��ղ�����ָ��ʵ������������Ҫ����ʵ���塣
�������Ľ�����һ������ȴ���¯����ά����Ԫģ�ͣ���ͨ��ANSYS ����������䴫���ȹ��̽�����ֵģ�⡣
1������ģ�ͺͷ���
����1.1���������ݵĻ�����ʽ
�����������������ֻ�����ʽ�����ȴ������������ȷ��䡣
�������������¶���ʱ�����(����̬����)�������ڲ�������Դ����ֱ������ϵ�£��ȴ�������Ϊ��

����ʽ��T———�����˲̬�¶ȣ��棻k———���ϵĵ���ϵ����W/m·�棻c———���ϵı����ݣ�J/kg·�棻ρ———���ϵ��ܶȣ�kg/m3��qv———����Դǿ�ȣ�W/m3
���������߽�����Ϊ��

����ʽ��h———��������ϵ����W/m2·�棻Tf———�����¶ȣ���
�����ȷ�����ָ���������ֱ������緢��ɼ��Ͳ��ɼ����ߣ��ڿռ䴫�������������ȷ����뵼�ȺͶ�����ͬ���ڴ�������ʱ������Ҫ�������Ӵ�������������֮������䡣���䴫�ȵļ�������ڴ����Ͷ�����˵Ҫ�����ӡ��ȷ����һ������Ҫ�Ļ���������˹�ٷ�—��������(Stefan—Boltzmann)���ɣ�
![]()
����ʽ��T———��������¶ȣ�K��Ta———��Χ�����¶ȣ�K��qr———���任�ȵ������ܶȣ�W/m2��ε———������������ʣ�σ———Stefan—Boltzmann����
������������������֮��ķ��任�ȹ����У�������ȡ���ڲμӷ��任������ı����¶ȡ���������(�緢���ʡ������ʡ������ʺ�Ͷ����)������ķ���Ͳ������ԣ����һ�ȡ���ڱ���ļ�����״�ͱ����Ŀռ�λ�á�
�������������ȷ�����Ϊ�ؼ�������֮һ�Ǽ����ӽ�ϵ������ν���ӽ�ϵ����ָ��һ������������ͷ����ȥ��ȫ���������ж�����Ͷ�䵽��һ����ı��档�Ƕ�ϵ�����������������״����С�������λ�ú;��롣������ͼ1 ��ʾ�ı���1 �ͱ���2 ֮��ķ��䴫�ȡ�
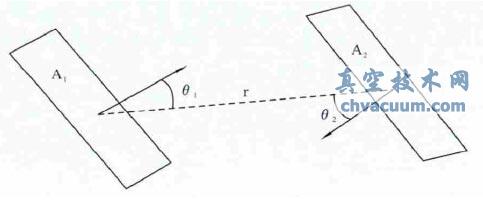
ͼ1 �ӽ�ϵ������
�����ӱ���1 �����2 ���ݵķ�������ǿ��q12�ɱ�ʾ�ɣ�
![]()
��������T1 ��T2 �ֱ�Ϊ����1 �ͱ���2 ���¶ȡ�F12 �����������DZ���1 �ϱ�����2 ����������һ����ռ����1 ������ı���������Ҳ������س�Ϊ�ӽ�ϵ���������ʽΪ��

������F12 �ı���ʽ�п��Կ���F12 ��ȫȡ�������������ȷ������ļ��κͿռ����λ�á�Ŀǰ����Monte Calo ����(���ؿ��巽��)�����ȷ����ӽ�ϵ���������˼����ǻ��ڹ��߷���ͽض�ԭ�������ӱ���1 ��������䲢������2 �ضϵĹ���ռ�ܹ��ߵı�����Ч���ӽ�ϵ��F12��
����1.2������Ԫģ�͵Ļ�������
����ʵ�ʵ�����ȴ���¯�ṹ�dz����ӣ�ͨ����Ҫ��¯�ǡ�¯�塢¯�ǡ�¯�ͼ���Ԫ������ɣ�����¯���Dz���˫�㲻��ְ庸�Ӷ��ɵĿ��壬�м�ͨˮ��ȴ��¯�����ȫ�������ȷ��������ж�㣬���ڲ�Ϊ��壬���ڲ�Ϊ���²���֣�����Ϊ��ͨ����֡�����Ԫ��������˿�Ƴɵ�“U”��״����Ԫ������¯���в���װ1 ֧��װ����ȵ�ż�����ڼ��¯�¡�����ȴ���¯�¶���Ϊ����ȵ�ż���¶ȡ���ʵ����պ��ӹ��̵ĸ����Σ������¶ȡ�����ȵ�ż�¶ȡ�����Ԫ���¶ȡ�����������¶Ⱥ�¯���¶ȶ��Dz�ͬ�ġ�����������������ȴ���¯������Ҫͨ���ȷ��䷽ʽ���д��ȡ�
����ANSYS ����Ԫ�����Ѿ����㷺Ӧ���ڴ��ȹ��̵���ֵģ�⣬ �似��Ҳ������������ƣ�ANSYS �й��ڷ������Ҫ����ͷ�����
������ ��Ϊ������ƽ����������ʺ��ò���ƽ�潨ģ��
������ ��ֱ�Ӽ���ƽ�淴���ʡ����ǵ�Ч�ʣ�����ƽ�������ʺͷ��������(a=ε)����ˣ�ֻ�з�����������Ҫ��ANSYS ��������ж��塣
������ ANSYS ���Զ����뷢���ʵķ������ԣ�Ҳ�����������ʶ����沨���仯��
������ ���зָ�������Ľ����ڼ��������������ʱ�������ǷDz����(������Ҳ����������) �����ֽζ�����ȴ���¯��������ģ�����ѵģ�����ץס�ص㣬�Ը��ӵ�����ȴ���¯���м�����������Ԫ����ģ����Ҫ�ͼ����������£�
������ ����ȴ���¯��ģ���ɽ�����ǣ�5 ���������24 ��������˿��ɣ���С�Ľ�����ģ��Ϊ�ȵ�ż��Ϊ��
������ ����ϲ���ˮ�䣬�����ˮ�����߽磻
������ �����������������ȷ��䴫�ȣ�
����������ȴ���¯���ֲ����Ǹ���ͬ���Ҿ��ʵģ�
������¯����Դ�ǵ���ͨ��������˿�����Ľ����ȣ��������ò����õ�����Ԫ�������Ȳ�����(�õ����͵�ѹ����)��������������������
��������ȴ���¯����Ԫ����ģ�;������Ϊ��¯�巴������Ϊ650 mm���ھ�470 mm���⾶550 mm��ÿ����Լ15 mm������1 mm������˿��500 mm������ֱ��360 mm��
��������������������Ԫģ�ͼ�������ͼ2 ��ʾ��
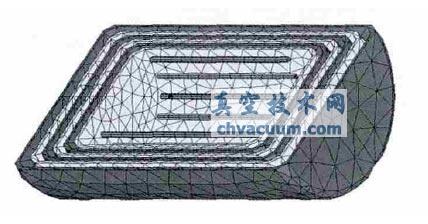
ͼ2 ����Ԫģ�ͼ�����
2��������
�����ڼ�����˿�ϼ�����ͼ3 �ļ��ȹ������ߺõ�������(����ģ���ȵ�ż)�ϼ�����¶���ʱ��ı仯����Ϊ�Աȣ�ͼ�ϸ����˲����õ����¶���ʱ��ı仯���ߡ�
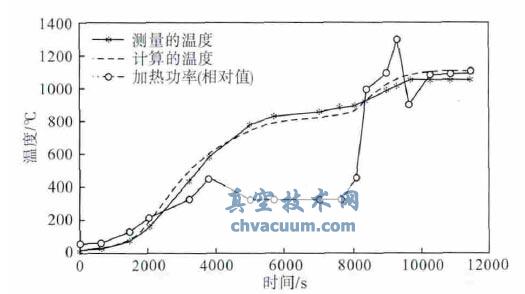
ͼ3 ����Ͳ������¶���ʱ��仯����
����ͼ4 ��ʾ���ڱ��½μ�����˿�������������������¶ȷֲ��������ͼ�п��Կ����������ȴ�����������˿���������������ϵ��¶��Ǿ��ȵģ�����˿���¶ȱ����������ֵ��¶ȸߵö࣬��Ҳ���ȷ������Ҫ��
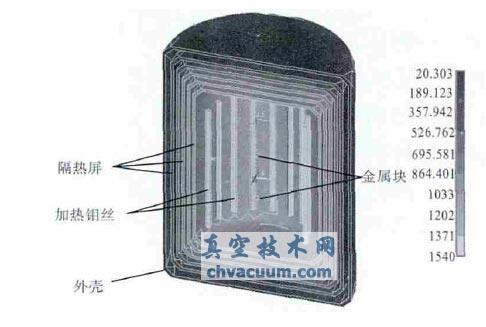
ͼ4 ����Ԫ��������¶ȷֲ���ͼ
3������
��������Ͳ����¶ȵı仯��Χ�����ƻ�������һ�£�˵������ģ�ͺͼ�����̻�������ȷ�ģ�����Ϊʵ�������ṩ����ָ����
������һ���Ĺ�����������ȷ�Ⱥͽ���������ʵ�ʵļ���ģ�ͣ����а�����
������ ƽ������˿���˵ĵ�ѹ�����ͼ���˿���ʵ�ȷȷ����
������ ���ֲ��Ϸ����ʵ�ȷȷ����
������ �������ĺ�Ȼ�Ӱ���������������¶��ӳ٣�Ҫ����ȷֵ��
������ ����������ʽ������ʧ(�����Ӳ��ֵ��ȴ������������ʧ��Լ10%~15%����)��
������ ��ֵ����ľ��Ⱥ������ԡ�











