低压渗碳工艺在减小齿轮变形方面的应用
低压渗碳工艺已经被证明是可靠的,尤其对于减小热后不需要磨削加工的成型齿轮的变形,以及提高各种零件的疲劳特性是很显著的。另外,低压渗碳炉与传统气氛炉相比,生产成本控制方面也具有竞争力。
变速器生产商致力于提高现有产品的功率输出,或研制新产品以提高输出功率。变速器生产商同时致力于通过在渗碳过程中减小变形来降低生产成本。齿轮生产商意识到通过喷丸处理增加工件表面压应力,可以使工件疲劳强度得到提高。但同时,也增加了齿轮的生产成本。
Twin Disc 公司在20世纪90年代初期引进真空渗碳技术以减小齿轮变形,试验结果证明是正确的。同时,主要航空航天和汽车生产商的报告显示,采用该工艺使零件达到了更高的弯曲疲劳强度。从那时起,Twin Disc公司开始使用低压渗碳设备来处理齿轮,生产实践证明低压渗碳是一种直接的减小齿轮变形的方法,同时可以提高零件的疲劳寿命。
工艺上的差异
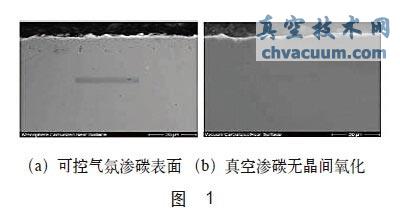
在传统气氛炉中,工件在渗碳气氛下加热。位于齿轮顶端的齿顶部位的小区域加热迅速并更快达到奥氏体化温度,所以此区域比齿根部区域更快吸碳,导致不均匀的渗层分布,齿轮的齿顶比齿根有更深的渗碳层。另外,由于“水-气”反应,零件表面会产生晶间氧化(见图1)。
一个长的强渗循环,接一个长的扩散循环,使工件表面渗入更深的碳变得更加困难。而且碳浓度分布一般在表面处很高,而进入表面后的碳浓度很快降低。
对于低压渗碳,零件在渗碳气体注入前被加热到奥氏体化温度,使齿轮整个表面的渗层很均匀,且渗层深度更易控制。由于工件在真空中加热,因此没有晶间氧化。多次交替的渗碳和扩散循环(脉冲渗碳)可以在更深的渗层取得更高的碳浓度。
不同工艺造成的影响
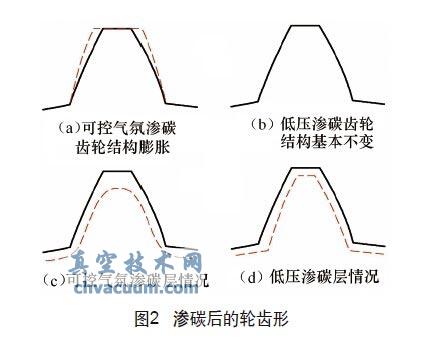
在气氛炉中,齿顶的更深的渗层使齿顶膨胀、胀大,影响工件形状精度或改变齿轮的几何外形。如果齿轮没有后续磨削加工(成型齿轮一般不要),这样的结果会导致不得不使用特殊的机加工设备进行切削和剔齿以补偿变形(见图2)。
众所周知,工件表面更高的压应力会产生更高的疲劳强度。2000年,Twin Disc的一项关于传统气氛渗碳和真空渗碳表面压应力的研究显示,低压渗碳试样产生的表面压应力更高,这解释了许多低压渗碳使用者的报告中关于低压渗碳增加弯曲疲劳强度的原因。最近,某大公司对多组齿轮进行重载荷失效运行测试,使用一个长期的Weibull分析来预测比较两种方法加工的齿轮寿命,结果显示,使用低压渗碳处理的齿轮寿命提高了近2万个循环。一家热处理炉生产商宣布,使用低压渗碳,抗弯曲疲劳强度增加了30%,这只是个保守的估计。
由于使用低压渗碳可更好地控制渗碳,在更深的碳层取得更高的碳分布(达到需要的碳浓度)。这导致更深的硬化层或高硬化区(58HRC或更高),一项广泛的研究,对比大量气氛渗碳和低压渗碳齿轮显示,低压渗碳齿轮的渗层高硬化区达到气氛渗碳齿轮的2倍。对于渗层1.5mm的齿轮,气氛炉处理的齿轮高硬化区为0.4mm,而对于低压渗碳齿轮,高硬化区达到0.9mm(AISI 8620RH steel)。
部分齿轮表面较好的硬化区将在后期被磨削加工掉,例如:如果需要齿面磨掉0.13mm,一个气氛炉处理过的齿轮硬化深度0.38mm,磨后剩下的硬化深度为0.25mm。对比来看,低压渗碳齿轮达到更高的硬化深度为0.89mm。磨削后剩下0.76mm,这就显著提高了弯曲疲劳强度。低压渗碳可以消除表面晶间氧化,以提高弯曲疲劳强度。但对于渗碳后需要磨齿的工件将无此优势,因为磨齿过程中,晶间氧化会被磨掉。
因为需要磨削加工的齿轮在低压真空渗碳后减少了变形,对于大部分齿轮来说,磨加工一般从4次下降到3次,使加工时间大大缩短并节约工艺成本。例如:对于气氛渗碳零件,16h加工10个零件,而对比真空渗碳,5h可以加工20个零件,大幅度节约了后续处理时间。
不同的淬火方式
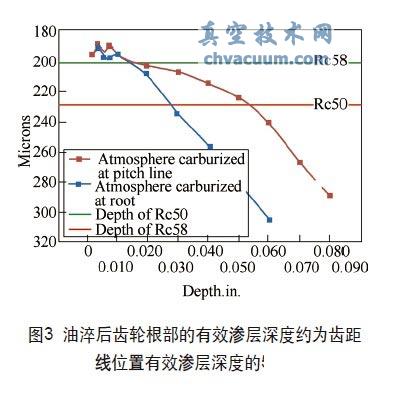
对于气氛渗碳,一般采用油淬,有时候使用Gleason压床进行压淬。液体淬火时,零件表面产生气膜把工件和淬火介质隔开,降低了淬火速度,同时在工件的不同位置,冷却速度不均。油的搅拌可以帮助消除气膜,但在死角处的气膜难以去除,如齿轮的齿根处。不同的冷却速度使工件表面产生不同的压应力,从而导致更大的变形。气氛渗碳齿轮齿根的渗层浅以及油淬的影响,一般会导致气氛渗碳加油淬的齿轮齿根硬化层只能达到节圆处的50%(见图3)。
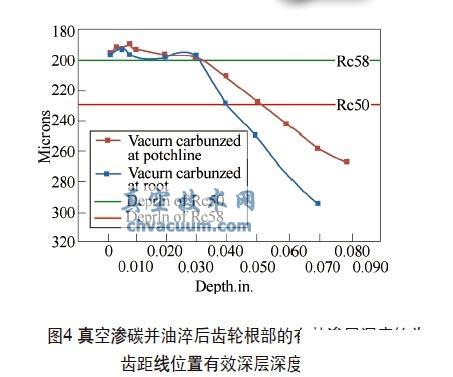
油淬也被应用于真空渗碳,但真空状态下进行油淬可以有效去除气膜,这导致低压渗碳加油淬齿轮在齿根处,比气氛渗碳加油淬齿轮有更深的有效硬化层深。使用真空渗碳加油淬齿轮齿根处的有效硬化层深可以达到节圆处的70%(见图4)。这也是由于低压渗碳齿轮在齿根处有更深的渗碳层。
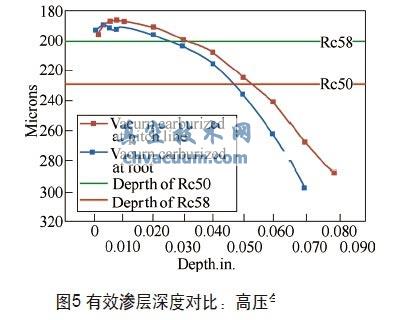
在分隔开的冷室进行高压(20bar)气淬(氮气、氢气或氦气)也被应用于真空渗碳,这可以减小变形,并使齿根处有更深的有效硬化层,几乎接近齿顶节圆处的有效硬化层深。使用低压渗碳和气淬处理齿轮,测得的齿根处有效硬化层可达到齿顶截圆处的90%(见图5)。另外,加工后的零件出炉时非常干净。
齿轮的尺寸、最大截面和材料的淬透性决定气淬是否适用于大零件。对于小零件(或薄壁零件),冷速可以很容易地被调整到适合零件的尺寸。另外,也可以选择高淬透性材料以使气淬可以被应用于大零件。在欧洲,这种处理方式很常见。对于油淬,一种特定冷速的淬火油对于大零件来说是适合的,但对于小零件来说,这种淬火油的冷却速度就过快。这没有灵活性,除非有多种淬火油用于选择,这是很少见的。对比来讲,对于气淬,淬火压力可以改变,淬火气体可以选择,淬火气体的流速也可以选择,以达到要求的冷却速度,最大限度地减小零件的淬火变形。
关注
Twin Disc的试验显示,低压渗碳工艺改善了渗层性能(控制渗层),减小变形,处理重复性好并利于环保。尽管有诸如此类的好处,但是有些事也是要注意的。例如,进炉工件的表面清洁非常重要。
在最初的处理过程中发现,一些处理过的零件表面有“软点”。真空技术网(http://www.chvacuum.com/)认为原因:一是防渗涂料在真空下发泡溅到零件其他表面。因此,确保使用适合于真空渗碳的防渗涂料是关键。二是一些水溶性的、含硼的机加工冷却液残留在工件表面。硼如果在零件表面干燥,其作用类似于真空渗碳防渗涂料,很难被去除。在送入热处理之前,这种冷却液在零件最后的机加工过程后并没有被清除。在热处理时,使用三氯乙烯进行真空清洗,但如果溶剂的清洁度没有被监控,残余冷却液还会被带到零件上。因此,清洗工艺、设备和工艺维护非常重要。












