冷喷涂技术的工艺原理
一、冷喷涂的由来
冷喷涂是一个较新的工艺,出现在25年前的前苏联。Papyin等人在做调试时,见到示踪颗粒在速度超过一定临界值发生沉积现象而受启发提出。他们发现,如果以这样的速度不加温,在超过一定的速度以后仍会粘附到基体表面。所以说,冷喷涂简单的说就是不加热,或者在比较低的温度,粒子达到一定的临界速度,从粒子对表面的冲蚀现象变成一种粘附的现象。冷喷涂技术的发现是一个偶然的现象,之后应用在还是放在铜、铝、锌上,因为这些合金的熔点比较低,像德国现在最高的温度700度、800度空气加温可以喷高熔点合金涂层。冷喷涂工艺仍然在继续发展,广泛应用于电子行业,航空航天,军工等。
二、冷喷涂与热喷涂的区别
热喷涂技术是把某种固体材料加热到熔融或半熔融状态并高速喷射到基体表面上形成具有希望性能的膜层,从而达到对基体表面改质目的的表面处理技术。由于热喷涂涂层具有特殊的层状结构和若干微小气孔,涂层与底材的结合一般是机械方式,其结合强度较低。在很多情况下,热喷涂可以引起相变、部分元素的分解和挥发以及部分元素的氧化。冷喷涂技术是相对于热喷涂技术而言,在喷涂时,喷涂粒子以高速(500~1000m/s)撞击基体表面,在整个过程中粒子没有熔化,保持固体状态,粒子发生纯塑性变形聚合形成涂层。冷喷涂技术近年来在俄国、美国、德国等都得到了很快的发展
三、冷喷涂技术的工艺原理
冷喷涂是一项崭露头角的固态工艺。该方法可将以超声加速的固体颗粒的动能在撞击到镀件表面时转变为热能,从而完成冶金焊接。该工艺的原理是:每种金属均有其特定的、与温度相关的临界颗粒速度,当颗粒运动超过这一速度时即会焊接于镀件之上。
在传统的热喷涂工艺中,由于温度较高,镀层与镀件材料均会被氧化、产生冶金形变和剩余张应力。反之,冷喷涂工艺制成的镀膜,孔隙度很低(<0.5%),而且防氧化、防相变,对多种金属、金属陶瓷或其他材料组合均可减少张应力。
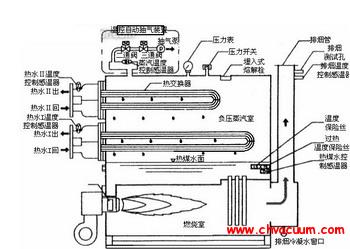
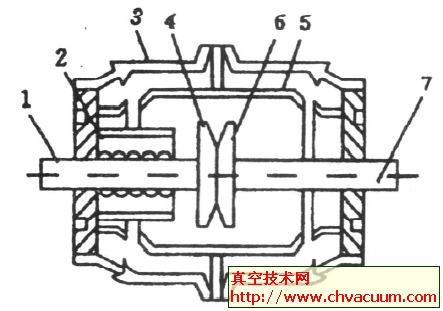
在高压冷喷涂技术中,高压氦或氮(350~450磅/平方英寸)用作载气,可将喷涂材料加速到超声速度。气体被加热并强制通过一个聚焦-发散喷头(deLaval),该处被加速至超声速度(大于1000米/秒)。喷涂颗粒在喷头上游方被沿轴向注入。
在低压冷喷涂技术中,氮或空气被加压至70~15磅/平方英寸,而喷涂粉末在喷头的发散部位的下游方沿径向注入。低压冷喷涂系统是手提式的、运作更经济,颗粒速度可达800米/秒。便携式冷喷涂机可用于铝、铜、锌及其他金属组合的喷涂。便于携带特性使低压冷喷涂机更适用于野外保养和修复。
冷喷涂技术是在镁合金表面上生成厚的铝镀膜的一种有效方法,该方法对表面制备要求不高,而且对镀件的力学或热学特性无需顾及。铝镀膜表现出对镁元件具有防止各种以及电腐蚀的能力。很多时候,仅在钢紧固件周围需要进行电池腐蚀保护,而冷喷涂恰恰是一种对暴露镁表面进行局部保护的创新技术。
但是,为了了解和改善冷喷涂工艺有必要进行更充分的研究,尤其是对于多种材料组合以及冷喷涂工艺本身的不断发展创新,以及更佳的利用材料于未来技术,还需要进行大量的研究工作。
四、冷喷涂技术的适用材料范围
在冷喷涂过程中,由于喷涂温度较低,发生相变的驱动力较小,固体粒子晶粒不易长大,氧化现象很难发生。因而适合于喷涂温度敏感材料如纳米相材料、非晶材料、氧敏感材料(如铜、钛等)、相变敏感材料(如碳化物等)。目前纳米粉末的研究越来越广泛,其颗粒本身较小,在性能上与固体完全不同,展现出许多优于本体结构的新的特有的性质。近年来,纳米涂层制备引起了人们的兴趣。研究表明由于晶粒尺寸效应和大量晶界的存在,纳米涂层具有比传统涂层更优良的性能]。表面纳米晶可以使材料表面(和整体)的机械和化学性能得到不同程度的改善。用传统的喷涂方法喷涂到基体表面上会引起其成分、性能与结构的变化;而用冷喷涂将会保留其基本的结构和性质,使得纳米涂层的喷涂能以实现。