汽轮发电机组凝汽器真空度低原因分析及处理
对18MW 汽轮发电机组凝汽器真空度低的原因进行分析,采取清洗凝汽器、恢复水循环通道、检修两级抽气器等措施,有效提高凝汽器真空度,改善机组运行工况,提高经济效益。
1、汽轮发电机机组的现状和问题
中国石油兰州石化公司化肥厂动力车间1# 汽轮机为EHNK40/56/20 型抽汽凝汽式汽轮机,以锅炉装置提供的10.0 MPa 蒸汽为动力源驱动汽轮机做功,发电能力为18MW。机组产生的乏汽排入凝汽器,冷凝后汇集至热井,经凝结水泵加压后,送往脱盐水装置。从机组第5 级抽出压力(表压,下同)为3.80 MPa 的蒸汽后送入蒸汽管网。机组凝汽设备主要包括:凝汽器、凝结水泵、两级抽气器、辅助抽气器及相关管道和阀门,如图1 所示。两级抽气器与辅助抽气器均为射汽抽气器,采用1.0 MPa 蒸汽为工作介质。
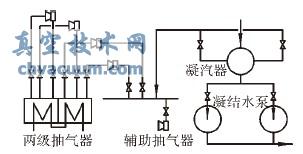
图1 凝汽系统流程
汽轮发电机组设计凝汽器真空度为-0.070MPa、汽轮机排汽温度55℃。2009 年发现机组在轴封供汽正常、凝结水水位正常的情况下,凝汽器真空度逐步升高至-0.050 MPa、排汽温度升高至80℃, 凝汽器真空度和排汽温度均与设计值相差较大, 导致排汽焓值升高, 蒸汽内能得不到充分利用。
2、原因分析
2.1、循环冷却水系统
循环冷却水系统出现故障一般包括循环水中断、循环水量不足、循环水温度高,其中循环水中断与循环水温度高可以很容易从运行数据上进行判断。
由于该机组循环冷却水与其他装置循环水均由循环水场集中供给, 循环水温度通常在21~24℃,满足工业用水要求;且凝汽器真空度的降低是一个渐进的过程,不是突然发生的。因此可排除循环水中断及循环水温度高这两个因素。对于集中供给的循环水系统, 造成循环水量不足的原因是凝汽器中流体阻力过大, 最明显的证据就是凝汽器进出口循环水压差变大, 从机组运行数据来看, 凝汽器进口循环水压力均为0.45MPa, 出口水压在一个月内从0.40 MPa 逐步降至0.33 MPa,说明凝汽器中循环水阻力增大,造成凝汽器内部循环水流通不畅,换热效果降低,无法有效地将蒸汽冷凝, 这是造成凝汽器真空度下降的原因之一。
2.2、凝汽器
凝汽器内部结垢或流道堵塞均有可能造成凝汽器流体阻力过大、换热效果下降。1# 汽轮机凝汽器为双通道并联结构(为方便表述用A 侧、B 侧加以标识),循环水走管程,如图2 所示。在日常对凝汽器进、回水温度的检测中发现,通过对凝汽器循环水量的调节,可将A 侧进、出水温差控制在5℃以上,而B 侧进、出水温差始终未超过3℃, 说明B 侧循环水通道可能存在短路。在机组大检修过程中,打开凝汽器封头进行检查,在铜管内壁有明显可见垢层,凝汽器铜管内有淤泥,B 侧进水通道与回水通道之间的挡板与壳体之间断开10 cm(见图2),折流通道被淤泥堵塞。
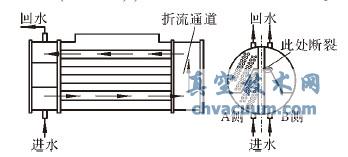
图2 凝汽器结构及循环水通道示意
凝汽器铜管结垢,使凝汽器热阻增大,传热系数降低;凝汽器折流通道堵塞,导致凝汽器阻力增大;进、回水挡板与壳体之间的断层致使循环水通过断开处直接进入回水通道, 未能在凝汽器内形成有效循环。以上三个方面的因素共同作用,最终降低了凝汽器换热效果,导致凝汽器真空度下降。
2.3、抽气器
汽轮机的排汽进入凝汽器壳程, 与管内循环水进行换热, 使蒸汽凝结为水, 体积缩小形成真空。而凝汽器在机组启动时的真空是靠射汽抽气器抽出其中的空气建立的, 抽气器在机组正常工作中将不凝气体抽出,以维持机组的真空稳定。射汽抽气器结构如图3 所示,主要由工作喷嘴、混合室、扩压管组成, 工作介质通过工作喷嘴绝热膨胀,由压力能变为速度能,将来自凝汽器的汽、气混合物吸入混合室,形成高于凝汽器内部的真空,把凝汽器的汽、气混合物抽出。在扩压管中,蒸汽流速逐渐降低,速度能转变为压力能,最终以略高于大气的压力将混合物排入大气。因此,在混合室形成较高的真空度是维持抽气器正常工作的必要条件。
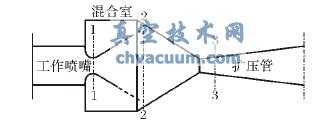
图3 射汽抽气器示意
抽气器工况直接影响凝汽器真空的建立,可能存在的问题有:中压蒸汽压力低或带水、冷却水不足、疏水不畅、抽气器喷嘴磨损或腐蚀等。
由于该装置抽气器所使用的中压蒸汽由管网统一供汽,压力稳定,据现场疏水、排汽情况也可排除中压蒸汽带水或疏水不畅等因素。冷却器使用机组凝结水进行冷却,机组运行过程中,凝结水量稳定,在机组启动初期,由脱盐水补水阀对凝汽器内进行补水,因此,可排除冷却水不足的因素。
针对凝汽器真空度低的现象, 投入辅助抽气器,稳压48 h,观察真空度变化。1# 汽轮机投入辅助抽气器前后主蒸汽为30 t / h 全凝运行工况下参数的比较见表1。
表1 1# 汽轮机投辅助抽气器前后主要操作参数对比
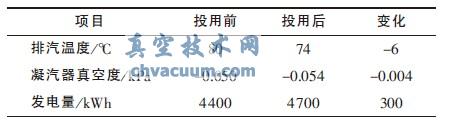
由表1 可知, 辅助抽气器的投入改善了排汽参数, 这说明凝汽器内的不凝气体无法通过两级抽气器有效排放, 即两级抽气器工作能力达不到排出凝汽器内不凝气体的要求。
在机组蒸汽平衡停车期间, 对两级抽气器进行全面检查,通过拆卸机组两级抽气器四组喷嘴、扩压管、混合室等,发现抽气器第一级南侧蒸汽室与喷嘴连接处垫片损坏、蒸汽室与喷嘴装配处螺纹损坏,部分蒸汽未经过喷嘴直接进入混合室,导致混合室内部无法形成有效的真空, 使抽气器作用大大降低。进一步检查发现,两级抽气器中压蒸汽四组管路过滤器滤网均存在不同程度的变形和结垢现象,造成中压蒸汽管路阻力增加,实际工作压力降低,无法有效地建立和维持凝汽器真空。
通过以上分析可以确定, 两级抽气器工况变差,是引起凝汽器真空度下降的主要原因;凝汽器本体铜管结垢、循环水通道不畅无法建立有效循环也是引起凝汽器真空度下降的原因。
3、问题处理
针对以上问题,采取的措施:①对凝汽器进行清洗,疏通堵塞铜管,清洗铜管表面垢层;②将凝汽器B 侧进、回水挡板重新焊接,隔离进、回水通道;③对抽气器蒸汽室内螺纹进行修复、更换铜垫后重新恢复安装; ④拆卸两级抽气器中压蒸汽四组管路滤网进行清洗, 对变形滤网进行修复或更换。
采取以上措施后,1# 汽轮机开机后顺利建立真空,同样是主蒸汽为30 t / h 的全凝式运行,凝汽器真空度达到-0.068 kPa, 排汽温度降低至50℃,具体数据见表2。
表2 措施实施前后主要操作参数对比

经过一段时间的观察, 汽轮机排汽压力和温度均达到设计要求, 表3 是机组在2011 年3-6月的运行数据。
表3 措施实施后4 个月内的排汽参数
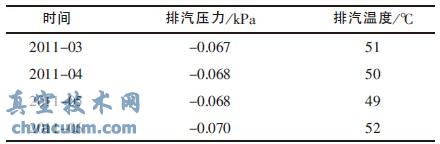
由此可见,通过疏通清洗凝汽器、恢复水循环通道及对两级抽气器的检修, 优化了机组排汽参数,提高了凝汽器真空度,降低了排汽温度,有利于机组的长周期稳定运行。
4、效益评估
4.1、节能量
根据表3 中所列举的参数数据, 目前排汽压力和排汽温度取-0.068 kPa、50℃。查水蒸气的焓熵图可得:蒸汽在-0.050 kPa、温度80℃下的焓为2 655 kJ / kg;蒸汽在-0.068 kPa、温度50℃下的焓为2 592 kJ / kg。由此可得每消耗1 kg 蒸汽,排汽能量损失降低63 kJ / kg。按4 个月凝结水量平均值为30 t / h 进行计算,每小时节约能量1.89 GJ,即525 kWh。装置按全年运行300 d 计算, 年节约能量3.78×106kWh,折合标准煤126.3 t。
由此可见, 仅因凝汽器真空度及排汽温度的改善,就可达到126.3 t / a 标准煤的节能量。同时,蒸汽利用率的提高,可使发电量得到相应提升。由于发电量受到装置负荷、抽汽负荷等多方面因素影响, 使排汽参数的优化对发电量的提升效果难以定量,这部分节能量不再计算。
4.2、经济效益
取电费0.55 元/ kWh, 按主蒸汽负荷为30 t / h全凝工况运行计算,全年节能效益为208 万元。
5、结论
由于机组排汽参数的优化,降低了排汽焓值,使得蒸汽的内能更多的转化为机械能, 提高了蒸汽利用率和机组经济性。减少由此导致的非计划停工次数,保证工艺的合理化运行,产生巨大的间接效益,也使工艺管理水平上一个新台阶。






