减压阀阀瓣的数控加工工艺分析与编程
1、概述
随着机械工业的迅猛发展,产品的不断更新换代,加工质量和精度的提高,数控机床已广泛应用于机械加工行业,成为现代装备制造业的重要组成部分。经济合理的使用数控机床,可减少生产成本,降低工人的劳动强度。在阀门行业中采用数控机床加工阀瓣是一个典型的例子。
2、工艺分析
2.1、阀瓣特点
减压阀阀瓣(图1)属于细长轴加工件,其材料为0Cr17Ni4Cu4Nb(表1),耐腐蚀,强度高,韧性好,耐磨损。技术要求热处理硬度达35~40HRC,密封面上不得有细小气孔、刻线和刀痕等缺陷,锐角倒钝,B面需在装配时进一步修正,末注公差加工尺寸按GB/T1804-2000规定的M级。
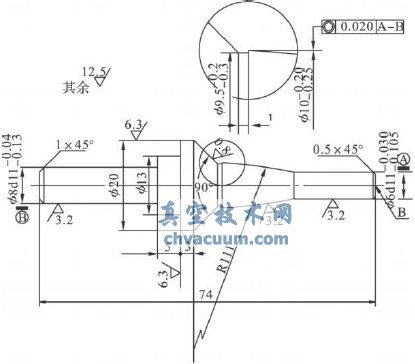
图1 减压阀阀瓣
表1 0Cr17Ni4Cu4Nb固溶处理后的机械性能

(1)尺寸精度
阀瓣精度要求较高的尺寸有外圆(2)形位精度
阀瓣的主要形位精度要求有外圆(3)表面粗糙度
阀瓣的90°锥面加工后的表面粗糙度要求为Ra0.8μm,外圆Φ20mm表面及外圆Φ20mm左端面加工后的表面粗糙度要求为Ra6.3μm,外圆2.2、阀瓣的数控加工工艺
(1)编程原点
由于工件在长度方向的要求较低,根据编程原点的确定原则,该工件的编程原点取在加工完成后工件的右端面与主轴轴线相交的交点上(图1中的B点)。
(2)加工方案及加工路线
根据工件的形状及加工要求,选用数控卧式车床CAC50186di进行阀瓣的车削加工。数控系统选用FANUC SeriesoiM ate-TC。阀瓣采用一次装夹完成粗、精加工方案。先加工右端面,钻顶尖孔,用弹性顶尖顶紧,防止工件变形弯曲。然后车右端各部外形,完成粗、精加工后加工左端各部外圆,最后切断车左端面。
数控车削加工的起始点定在离工件毛坯2mm的位置,并尽可能采用沿轴向切削的方式加工,以提高加工过程工件与刀具的刚性。
(3)工件的定位装夹及刀具选用
加工工件两端时,均采用一端由三爪自定心卡盘定位、另一端顶紧的装夹方式。工件装夹时的夹紧力要适中,既要防止工件的变形与夹伤,又要防止工件在加工过程中产生松动。工件装夹过程中,应保证工件轴线与主轴轴线同轴。
加工刀具根据实际条件选用整体式或机夹式车刀,刀具的刀片材料均选用硬质合金。为了保证加工精度,分别选择不同的粗、精车刀。
3、加工程序
加工参数的确定取决于实际加工经验、工件的加工精度及表面质量、工件材料性质、刀具的种类及刀具形状、刀柄的刚性等诸多因素。通过分析确定加工顺序及流程为备料y热处理y车右端面、钻中心孔(A2)y车右端各外圆及密封面y车左端各外圆y车磨y切断y研磨密封面y钳工修整、清理y装配。结合各项分析确定车削数控程序(表2)。
表2 阀瓣数控加工程序

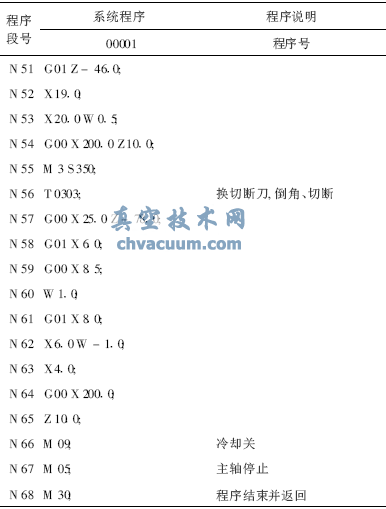
表2续
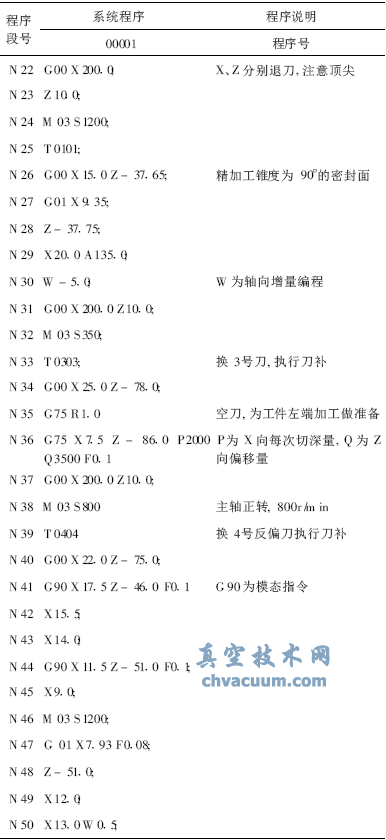
表2续
4、结语
加工完成的阀瓣达到图样各项要求。合理的零件图样及工艺分析是高质量完成工件加工的前提,正确的编程是车削加工的关键,通过首件的试制来提高批量生产的高效率、高精度是使用数控机床必不可少的程序。







