氧化氮压缩机防喘振调节阀的泄漏处理
分析浓硝酸装置氧化氮压缩机防喘振调节阀存在的泄漏问题,通过检修处理,使该阀达到Ⅴ级泄漏等级要求,使浓硝酸装置尾气排放达到环保要求,保证了装置运行的安全性和稳定性。
浓硝酸装置的氧化氮压缩机防喘振调节阀如果阀芯发生泄漏,工艺气中的NO2会直接通过调节阀进入排气筒,从而使尾气中NO2气体浓度排放超标,达不到环保要求。2010年11月3日由于氧化氮压缩机防喘振调节阀阀芯发生泄漏造成浓硝酸装置尾气浓度突然升高,从100×10-6左右上升到600×10-6左右。为了环保达标,必须对氧化氮压缩机防喘振调节阀进行检修处理,使其达到Ⅴ级泄漏等级要求。
1、氧化氮压缩机防喘振调节阀结构形式
氧化氮压缩机防喘振调节阀是由美国CCI公司生产的气缸直行程笼式调节阀,介质流向为低进高出,使用中因原平衡式阀塞上的“O”型密封圈易损坏,后由厂家将平衡式结构更改为非平衡式结构,并通过计算在现有双作用气缸口径和气源压力下采用非平衡式仍能满足调节阀在工况压力下的Ⅴ级泄漏等级要求。调节阀密封形式为单座金属硬密封,流量特性为直线型,公称通径DN250mm,流量系数(CV值)900,阀笼设计为多孔降压以降低流体噪声。双作用气缸执行机构配备有储气罐,确保阀门在气源中断情况下也能紧急打开,防止氧化氮压缩机出现喘振。
2、氧化氮压缩机防喘振调节阀泄漏点及泄漏量检查
2.1、泄漏点检查
在工艺具备停车交出检修的条件下,将氧化氮压缩机防喘振调节阀进出口管道与进口法兰拆卸分开,用DN250mm的盲法兰盲好调节阀进口,并加0.30MPa仪表气源,在调节阀阀座、阀芯部位用肥皂水查漏,观察泄漏情况,用以判断是否为阀芯线密封处泄漏,还是阀座垫片处漏。
通过检查发现,阀座的垫片处没有泄漏,泄漏处在阀笼的孔眼处,因此确定是在阀芯密封处泄漏。
2.2、水压泄漏试验
根据GB/T17213.4-2005进行泄漏试验,向调节阀进口阀内腔灌水进行0.30MPa的水压泄漏试验,在调节阀出口处收集泄漏水量,泄漏量达到2200mL/min,调节阀的泄漏量很大。
根据GB/T17213.4-2005中7.3.3泄漏的规范,计算氧化氮压缩机防喘振调节阀水压试验Ⅴ级泄漏等级要求的泄漏量,见表1。
表1 氧化氮压缩机防喘振调节阀水压试验Ⅴ级泄漏等级泄漏量

由表1可知,氧化氮压缩机防喘振调节阀水压试验的泄漏量远大于调节阀Ⅴ级泄漏等级要求的泄漏量。
3、调节阀泄漏处理
由于氧化氮压缩机防喘振调节阀泄漏确定是在阀芯密封处泄漏,泄漏原因为:阀芯与阀座的密封正常情况下为线密封,由于阀芯、阀座长期腐蚀、冲刷等原因,造成密封面损坏,引起调节阀泄漏量增大。
从调节阀阀芯、阀座腐蚀情况、检修费用等方面考虑,针对调节阀的泄漏处理过程分为3步:①在阀芯、阀座原密封面上进行光刀处理;②若第一步处理效果不好,应根据阀芯、阀座的配合尺寸,光刀、研磨,形成新的密封面;③更换阀座环,重新定位密封线,使调节阀达到Ⅴ级泄漏等级要求。
3.1、阀芯、阀座测绘
阀芯、阀座拆卸完成后,对调节阀阀芯、阀座进行测绘,了解调节阀泄漏较大的部位,并为接下来的密封面加工和光刀工作提供基础数据。
3.2、阀芯、阀座密封面光刀处理
3.2.1、在阀座原密封面进行光刀处理
在调节阀阀座原密封面上进行光刀处理,光刀处理前阀座如图1,阀座截面加工如图2,光刀处理后阀座如图3。
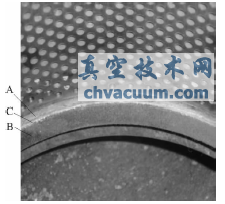
图1 光刀处理前阀座
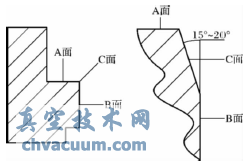
图2 阀座截面

图3 光刀处理后阀座
处理步骤如下:
1)首先对阀座A面进行光刀处理,轻微进刀,此次进刀大约7~8丝,光至见金属本色,并使表面粗糙度为Ra0.8,B面没有做任何处理(进刀时A面的找正差0.5丝,外圈的不圆度差2丝)。
2)C面按照图2进行光刀,进行倒角光刀处理,C面与轴线的角度为20°,使密封线落到上沿处,C面光刀后抛光至表面粗糙度为Ra0.8。
3.2.2、在阀芯原密封面进行光刀处理
如图4所示,沿着原阀芯的密封面D面作光刀处理,改变角度使密封面D面切线与轴线的夹角为35°,以确保阀座A面与C面相交线落在阀芯D面上,起到密封作用。按此角度光刀直至见金属本色,光刀后的密封面D面抛光至表面粗糙度为Ra0.8(阀芯找正差2丝)。
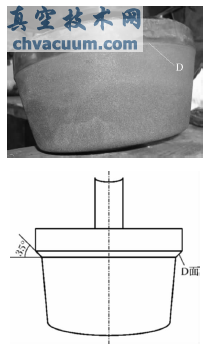
图4 氧化氮压缩机防喘振调节阀阀芯
3.2.3、阀芯、阀座光刀后进行配合检查
阀芯、阀座光刀处理合格后,将阀芯、阀座接触的密封面配装,采用红丹涂抹(图5),检查密封配合线是否清晰、规则、完整。
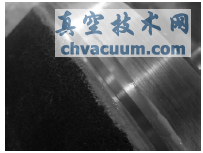
图5 阀芯涂抹红丹后密封配合线
3.2.4、调节阀回装、试漏,检查第一步光刀处理后的效果
1)调节阀阀座加工处理完成后,按照正确方法回装阀笼、阀芯。
2)按照GB/T17213.4-2005的泄漏试验方法,对调节阀进行泄漏试验。在水压为0.4MPa时,调节阀的泄漏量为75mL/min,只能达到Ⅱ级泄漏标准的要求,未达到V级泄漏标准的要求。把水压降为0.3MPa时,调节阀进行一次开关后,再进行泄漏试验,调节阀的泄漏量为25mL/min,也只能达到Ⅱ级泄漏标准的要求,也未达到V级。
3)调节阀关闭了15h后再作泄漏试验,把水压降为0.3MPa时,进行泄漏试验,调节阀的泄漏量为15mL/min,只能达到Ⅲ级泄漏标准的要求,也未达到V级。
3.3、阀芯、阀座密封面再光刀处理
由于第一步处理效果不好,根据阀芯、阀座的配合尺寸,光刀、研磨,形成新的密封面。
3.3.1、第一次处理效果不满足要求的原因分析
由于调节阀的泄漏量没有达到V级泄漏等级要求,将调节阀取出,查看阀芯密封面被阀座挤压后的痕迹,发现在阀芯的密封面内没有被挤压后的密封线,而是在阀芯密封面的上面顶部有挤压的痕迹,这说明阀座密封线口径大于阀芯的密封面,需要降低密封线的位置,使其置于阀芯密封面的内部。
3.3.2、第二次处理采取的措施
由于阀座受到腐蚀,光刀处理后阀座A、C面交线的直径刚好基本与阀芯的外径相等,因此没有处理好密封,泄漏量仍然较大。经讨论决定将阀座A、C面交线的直径扩大,让阀座的C面作为密封面,阀芯密封面的上圆线为密封线。按此思路重新对阀座进行光刀处理,阀芯不动。加工好后,重新装配试漏。泄漏量下降到2mL/min,但只能达到Ⅳ级泄漏标准的要求。因此决定再对阀芯、阀座采取研磨的方法处理。
第一次研磨使用W7金刚砂,将金刚砂均匀的涂抹在阀座的C面上。回装调节阀的上阀盖,按照顺时针的方向缓慢旋转阀芯,刚开始感觉非常的涩,需要使用较大的力才能转动阀芯,旋转到4圈后感觉到较轻松,总共旋转了7圈。随后取下阀芯、阀座查看密封面的研磨状况,发现阀芯、阀座的密封面均被损坏,打压试漏泄漏量增加到3mL/min,研磨后的效果不理想。因此,在对阀芯、阀座按照前面的光刀方法进行处理后,又进行了第二次研磨。这次使用W28金刚砂,但不采用转圈旋转,而是在很小的角度内来回的旋转,研磨后检查仍发现阀芯、阀座的密封面被损坏,打压试漏泄漏量增加到了30mL/min。
3.4、更换阀座环,重新定位密封线
3.4.1、前两次处理效果不满足要求的原因分析
由于调节阀阀芯、阀座都存在一定的腐蚀,特别是阀座环存在深度腐蚀,通过对阀座环光刀后也存在有瑕疵;同时也由于对阀门研磨的方法、程度掌握不准,旋转时可能产生定位不准,引起阀座、阀芯配合的密封线出现偏移等问题。
3.4.2、第三次处理采取的措施
利用旧的阀芯、加工新的阀座。新的阀座环加工好后,对旧的阀芯进行光刀,将新的阀座与阀芯用红丹配合观察,密封线在阀芯密封面的中部左右,确认阀芯、阀座配合较好后,用新的阀座进行回装。
调节阀回装完成后,进行水压泄漏试验,这次泄漏量只有0.2mL/min,达到了V级泄漏等级要求。
4、结束语
笼式调节阀长期在腐蚀性工作环境中的泄漏问题,一直没有比较好的解决方法。通过对氧化氮压缩机防喘振调节阀的检修,对笼式调节阀的维护积累了一定的经验:①对泄漏的处理,应认真分析,各种应对技术措施都要提前预测,否则可能会半途而废;②对不同的泄漏要求,可采取不同的处理措施;③反复调试是成功的关键。







