整体化方法提高性能
2011-04-24
由于零部件磨损或者转轴未对齐及未配平而导致的振动是水泵和废水泵遇到的普遍问题。更为严重的是,这会导致能耗增加,致使零部件过度疲劳,进而造成它们的使用寿命缩短,维护成本增高。在极端情况下,还会发生重大故障,导致生产力受到严重不良影响。
有2种方法能在一定程度上解决引起振动的某些问题,一是执行最优操作规程,二是在系统建造期间使用合适的测试设备。这类例子包括对齐工具和自动润滑器。但是,解决该问题的最有效途径是对设备进行持续监测,以便在工况发生变化时发出预警,例如对振动和运动零件的升温进行快速诊断,使工作人员得以在任何重大损害情况发生之前采取纠正措施。
利润最大化
传统上通常认为设备的维护是一项必要的麻烦工作,它不仅需要熟练的检修工人,还得使设备停机。但是,这种观念最近发生了转变,业界人士日益认识到有效的维护策略有利于利润最大化。

有2种方法能在一定程度上解决引起振动的某些问题,一是执行最优操作规程,二是在系统建造期间使用合适的测试设备。这类例子包括对齐工具和自动润滑器。但是,解决该问题的最有效途径是对设备进行持续监测,以便在工况发生变化时发出预警,例如对振动和运动零件的升温进行快速诊断,使工作人员得以在任何重大损害情况发生之前采取纠正措施。
利润最大化
传统上通常认为设备的维护是一项必要的麻烦工作,它不仅需要熟练的检修工人,还得使设备停机。但是,这种观念最近发生了转变,业界人士日益认识到有效的维护策略有利于利润最大化。
图1.工程师们现在能够远程地密切监测设备的性能。这儿正在检测的是一台压缩机的发动机,但是其原理同样适用于泵的检测。
实际上,随着预防性措施需求被更为广泛地接受,工厂维护这一概念在最近这几年里经历了一些变革。从前采用的大部分反应式方法现在都被基于时间的预防性策略所取代,尤其在最近,这种变革更是受到了设备工况的推动。
与此相对应的是,用于检测问题的工况监测技术也经过了稳定的发展。随着可用的诊断工具和软件的种类越来越多,现在工程师们能够远程地密切监测设备的性能(图1)。因此,现在他们能够控制执行维护的频率和类型,以帮助水及废水处理厂达到最佳工作性能。
此外,还设计出了一些最新的装置,这些小巧的手持式仪器能提供极高的精度,它们可用在无线网络中进行远程查询和控制,并提供大量数据,用于制定短期维护计划和控制工厂长期成本。
例如,用于振动监测的最新传感器和加速计利用了压电或压电陶瓷技术。这为测量高、低频率提供了一种坚实、可靠的方法,并且它还具有低磁滞特性,在很大温度范围内都保持极好的精度。另外,为了保护这些仪器免受湿气、灰尘、油污以及水泵和废水泵中往往存在着的其他污染物质的侵害,可以将它们封装在结实的不锈钢传感器外壳中。
加速计通常安装在待监测设备的一些关键位置上。输出的数据要么供高级手持式数据采集仪定时读取以便进行即时分析,要么稍后下载至计算机内,要么经由转换箱传送至一个集式或者更高层次的系统内以便进行连续监测。
例如,最新的手持式仪器简化了设备维护。它们通常具有人体工学设计特点,特别易于使用,例如SKF的Machine Condition Advisor (MCA - 图 2)。该仪器测量机械设备发出的速率振动信号,自动将这些信号与预先设定的ISO规则进行比较,同时应用业界认可的SKF Enveloped Acceleration技术来比较读数与确定的轴承振动规则。如果测量结果超出了这些规则规定的范围,则仪器显示屏上显示警告或者危险告警信息,表示有潜在的轴承损伤。此外,MCA有一个温度传感器来检查轴承的温度以检测异常热负荷的情况,那表示润滑出了问题。
与此相对应的是,用于检测问题的工况监测技术也经过了稳定的发展。随着可用的诊断工具和软件的种类越来越多,现在工程师们能够远程地密切监测设备的性能(图1)。因此,现在他们能够控制执行维护的频率和类型,以帮助水及废水处理厂达到最佳工作性能。
此外,还设计出了一些最新的装置,这些小巧的手持式仪器能提供极高的精度,它们可用在无线网络中进行远程查询和控制,并提供大量数据,用于制定短期维护计划和控制工厂长期成本。
例如,用于振动监测的最新传感器和加速计利用了压电或压电陶瓷技术。这为测量高、低频率提供了一种坚实、可靠的方法,并且它还具有低磁滞特性,在很大温度范围内都保持极好的精度。另外,为了保护这些仪器免受湿气、灰尘、油污以及水泵和废水泵中往往存在着的其他污染物质的侵害,可以将它们封装在结实的不锈钢传感器外壳中。
加速计通常安装在待监测设备的一些关键位置上。输出的数据要么供高级手持式数据采集仪定时读取以便进行即时分析,要么稍后下载至计算机内,要么经由转换箱传送至一个集式或者更高层次的系统内以便进行连续监测。
例如,最新的手持式仪器简化了设备维护。它们通常具有人体工学设计特点,特别易于使用,例如SKF的Machine Condition Advisor (MCA - 图 2)。该仪器测量机械设备发出的速率振动信号,自动将这些信号与预先设定的ISO规则进行比较,同时应用业界认可的SKF Enveloped Acceleration技术来比较读数与确定的轴承振动规则。如果测量结果超出了这些规则规定的范围,则仪器显示屏上显示警告或者危险告警信息,表示有潜在的轴承损伤。此外,MCA有一个温度传感器来检查轴承的温度以检测异常热负荷的情况,那表示润滑出了问题。

图2.SKF 的Machine Condition Advisor 仪器测量机械设备发出的速率振动信号,并自动将这些信号与预先设定的ISO规则进行比较。

图3.安装在工作现场的最新的无线工况监测测量仪器,例如SKF的Multilog WMx,构成了高级工况监测系统的关键组成部分之一。
无线工况监测
类似地,还研发出了一些最新的安装在工作现场的无线工况监测测量装置,例如SKF的Multilog WMx(图3),它们构成了高级工况监测系统的关键部分之一,能够采集加速度、速率、位移、温度和轴承状态数据。通常这些数据自动上传到一套工况监测软件包中,以便进行迅速、简单的数据分析。而且,它们非常适合于监测危险的、远程的或者难以接近的区域,例如用水泵灌溉的农田,因为它们不依赖于电线或者电缆。
引入一些强大的软件工具同样重要,这有利于提高数据采集和分析能力,它们既能运行在手持式设备上,也可以运行在集中式计算机系统内。例如,SKF的@ptitude平台能够简便、迅速地查看、分析与被监测设备工况有关的详细信息,并通过操作与它们通信。
另外,用户能够访问大量的在线信息与定期的结果,并将它们与已记录的数据进行比较。这有助于提高效率,因为劳动密集型的数据分析正被一种自动化的分析过程所取代,后者能够识别机械设备内发生特定故障的可能性,然后给出相应的措施建议。
整体式策略
尽管工况监测技术的这些发展的确都能够减少维护工作所需的成本和时间,但是在寻找满足工厂和设备需求的最佳解决方法时往往容易产生混淆。最重要的考虑因素是需要一种涉及整个工厂范围的结构化框架。它保证维护工作在业务的整个区域内按照最有效的方式执行。虽然各部门孤立执行的一系列单独的维护策略可能会对公司的盈亏结算线产生显著的影响,但是其结果受限,而维护成本依然相当高。因此提出了一种更为有效的方案,即实施整体式策略,它使全公司的业务运作得以同步。
采用这种考虑到整个公司需求的主动式方法,有利于同时评估、分析及管理维护事宜。按照这种方式工作,经理能够使维护工作的功效发挥至最大,由此使成本减至最少,同时保证正常工作时间和生产效率一直维持在高水平。
诸如SKF等一流的工程公司提出了最新的整体式水及废水处理厂策略框架,其设计旨在帮助公司更加高效地管理它们的资产,确保工厂能够尽可能地平稳运作,使停工期减至最小。这些解决方案能以更少的成本达到相同的产出,或者在相同的成本下获得更多的产出,因而使公司效益显著增加。
成功的整体式工厂策略必须包括方方面面的内容,从顶层的业务计划编制,到整个系统范围内的分析。尤为重要的是,它还必须实现转变,从大量反应式维修转变到一种兼有计划性与预报性维护的最优化方案。这种变革需要长期实施,才能产生最有效益的结果。虽然这些方法本身考虑的是整个工厂的的需求,但同时也对每台独立设备各自的特定维护需求进行了单独地分析,以确保它们保持最佳的性能和最大工作时间。
无线工况监测
类似地,还研发出了一些最新的安装在工作现场的无线工况监测测量装置,例如SKF的Multilog WMx(图3),它们构成了高级工况监测系统的关键部分之一,能够采集加速度、速率、位移、温度和轴承状态数据。通常这些数据自动上传到一套工况监测软件包中,以便进行迅速、简单的数据分析。而且,它们非常适合于监测危险的、远程的或者难以接近的区域,例如用水泵灌溉的农田,因为它们不依赖于电线或者电缆。
引入一些强大的软件工具同样重要,这有利于提高数据采集和分析能力,它们既能运行在手持式设备上,也可以运行在集中式计算机系统内。例如,SKF的@ptitude平台能够简便、迅速地查看、分析与被监测设备工况有关的详细信息,并通过操作与它们通信。
另外,用户能够访问大量的在线信息与定期的结果,并将它们与已记录的数据进行比较。这有助于提高效率,因为劳动密集型的数据分析正被一种自动化的分析过程所取代,后者能够识别机械设备内发生特定故障的可能性,然后给出相应的措施建议。
整体式策略
尽管工况监测技术的这些发展的确都能够减少维护工作所需的成本和时间,但是在寻找满足工厂和设备需求的最佳解决方法时往往容易产生混淆。最重要的考虑因素是需要一种涉及整个工厂范围的结构化框架。它保证维护工作在业务的整个区域内按照最有效的方式执行。虽然各部门孤立执行的一系列单独的维护策略可能会对公司的盈亏结算线产生显著的影响,但是其结果受限,而维护成本依然相当高。因此提出了一种更为有效的方案,即实施整体式策略,它使全公司的业务运作得以同步。
采用这种考虑到整个公司需求的主动式方法,有利于同时评估、分析及管理维护事宜。按照这种方式工作,经理能够使维护工作的功效发挥至最大,由此使成本减至最少,同时保证正常工作时间和生产效率一直维持在高水平。
诸如SKF等一流的工程公司提出了最新的整体式水及废水处理厂策略框架,其设计旨在帮助公司更加高效地管理它们的资产,确保工厂能够尽可能地平稳运作,使停工期减至最小。这些解决方案能以更少的成本达到相同的产出,或者在相同的成本下获得更多的产出,因而使公司效益显著增加。
成功的整体式工厂策略必须包括方方面面的内容,从顶层的业务计划编制,到整个系统范围内的分析。尤为重要的是,它还必须实现转变,从大量反应式维修转变到一种兼有计划性与预报性维护的最优化方案。这种变革需要长期实施,才能产生最有效益的结果。虽然这些方法本身考虑的是整个工厂的的需求,但同时也对每台独立设备各自的特定维护需求进行了单独地分析,以确保它们保持最佳的性能和最大工作时间。
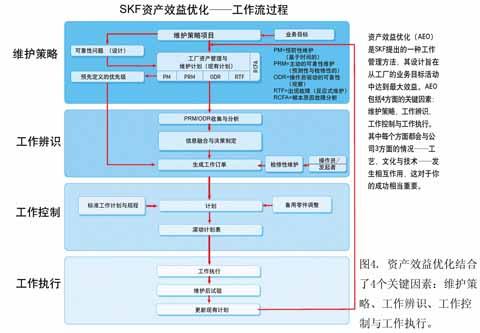
图4. 资产效益优化结合了4个关键因素:维护策略、工作辨识、工作控制与工作执行。
有效地收集数据
为了帮助工厂的高级工程师们找到机械失效的的根本原因,并提前制定纠正计划,升级设备和维护计划,必须有效地收集和使用资产信息。
利用多种多样的现有工具和分析软件包(例如本文之前提及的那些)即可实现这些信息的收集。最为重要的是,这些信息不仅有利于工艺,而且简化了整个工厂范围内机械操作工与维修人员以及管理团队之间的沟通,还有利于在综合各种信息的基础之上做出决策。因此,资源可以得到最有效的利用。
收集并记录关于公司资产的当前和历史数据是成功的资产管理计划的重要组成部分之一。该信息帮助公司得以平衡最大性能与最小及时维护之间的关系,从而达到其成本和生产目标。
通过将基于工况的维护计划集成到一项单独的整体策略中,能够使平均故障间隔时间(MTBF)增大,因此能显著降低业主的成本。采用最新的先进工况监测方法,能够减少机械振动与磨损程度,延长工厂资产的使用寿命,并将计划外的停工频率控制在最小。
资产效益
资产效益优化(AEO-图4)就是代表这种方法的一个实例。该方法结合了4个关键因素:维护策略、工作辨识、工作控制与工作执行。虽然最理想的情况是同时执行全部4项要素,以获得最好的效果,但是如果受到时间、金钱和资源的限制,则可以依次实现各个独立的阶段。
计划中的第一步工作是维护策略,在该阶段制定业务的目标和目的,评估工厂的危险和风险程度,确定最重要的问题和优先事项是什么。这是创建合适、有效的维护计划所必需的,它建立起一个得到认可及审核的公司资产管理策略,该策略能够在整个公司范围内顺利传达。
这些信息可用于第二阶段,即工作辨识,该阶段收集并分析重要的工厂信息,据此做出决策,并执行设备检修操作。在该阶段有一个工业决策支持系统(iDSS)能够为高级维修工程师们提供宝贵的支持,它根据可用的联机相关工况给出维护建议,允许工程师们利用与资产维护有关的专家知识。接下来将工作请求提交给计算机化的维护管理系统(CMMS),以便与其他预先确定的维护计划和设备检修措施结合在一起。
第三个阶段是工作控制,它在很大程度上依赖于第一和第二阶段期间确定的优先事项和结构,该阶段按照任务的优先级别对维护工作进行详细的计划和安排,考虑的因素包括时间表、所需工时、数据反馈和能力要求。该阶段的有效计划与良好的备用件管理、明确的工作计划以及训练有素的员工相结合,能使资源得到最有效、最具价值的利用。
在这三个阶段全部完成之后,可以实施最后一个阶段,即工作执行,该阶段将详细的工作计划付诸实践,进行维护工作。至关重要的一点是,需要通过维护后试验来收集反馈信息,以便实现持续改进,以及获得投资的最大回报。
如果公司希望减少维护相关的成本,并使计划外停工时间降至最少,那么必须实施整体式全纳性方法来管理水及废水处理厂的维护和资产优化事宜。此外,该方法能够极大地提高工厂和设备的工作效率,在整个业务范围内建立起高效的沟通机制。总之,这是一种适用于工厂维护的可持续发展方法,它能够对公司的业绩和效益产生相当可观的长期影响。
为了帮助工厂的高级工程师们找到机械失效的的根本原因,并提前制定纠正计划,升级设备和维护计划,必须有效地收集和使用资产信息。
利用多种多样的现有工具和分析软件包(例如本文之前提及的那些)即可实现这些信息的收集。最为重要的是,这些信息不仅有利于工艺,而且简化了整个工厂范围内机械操作工与维修人员以及管理团队之间的沟通,还有利于在综合各种信息的基础之上做出决策。因此,资源可以得到最有效的利用。
收集并记录关于公司资产的当前和历史数据是成功的资产管理计划的重要组成部分之一。该信息帮助公司得以平衡最大性能与最小及时维护之间的关系,从而达到其成本和生产目标。
通过将基于工况的维护计划集成到一项单独的整体策略中,能够使平均故障间隔时间(MTBF)增大,因此能显著降低业主的成本。采用最新的先进工况监测方法,能够减少机械振动与磨损程度,延长工厂资产的使用寿命,并将计划外的停工频率控制在最小。
资产效益
资产效益优化(AEO-图4)就是代表这种方法的一个实例。该方法结合了4个关键因素:维护策略、工作辨识、工作控制与工作执行。虽然最理想的情况是同时执行全部4项要素,以获得最好的效果,但是如果受到时间、金钱和资源的限制,则可以依次实现各个独立的阶段。
计划中的第一步工作是维护策略,在该阶段制定业务的目标和目的,评估工厂的危险和风险程度,确定最重要的问题和优先事项是什么。这是创建合适、有效的维护计划所必需的,它建立起一个得到认可及审核的公司资产管理策略,该策略能够在整个公司范围内顺利传达。
这些信息可用于第二阶段,即工作辨识,该阶段收集并分析重要的工厂信息,据此做出决策,并执行设备检修操作。在该阶段有一个工业决策支持系统(iDSS)能够为高级维修工程师们提供宝贵的支持,它根据可用的联机相关工况给出维护建议,允许工程师们利用与资产维护有关的专家知识。接下来将工作请求提交给计算机化的维护管理系统(CMMS),以便与其他预先确定的维护计划和设备检修措施结合在一起。
第三个阶段是工作控制,它在很大程度上依赖于第一和第二阶段期间确定的优先事项和结构,该阶段按照任务的优先级别对维护工作进行详细的计划和安排,考虑的因素包括时间表、所需工时、数据反馈和能力要求。该阶段的有效计划与良好的备用件管理、明确的工作计划以及训练有素的员工相结合,能使资源得到最有效、最具价值的利用。
在这三个阶段全部完成之后,可以实施最后一个阶段,即工作执行,该阶段将详细的工作计划付诸实践,进行维护工作。至关重要的一点是,需要通过维护后试验来收集反馈信息,以便实现持续改进,以及获得投资的最大回报。
如果公司希望减少维护相关的成本,并使计划外停工时间降至最少,那么必须实施整体式全纳性方法来管理水及废水处理厂的维护和资产优化事宜。此外,该方法能够极大地提高工厂和设备的工作效率,在整个业务范围内建立起高效的沟通机制。总之,这是一种适用于工厂维护的可持续发展方法,它能够对公司的业绩和效益产生相当可观的长期影响。