大型电子束焊接设备(EBW)真空抽气系统设计
大抽速的真空抽气系统是大型电子束焊接设备(electron beam welding,EBW)中必不可少的组成部分。本文介绍了一个大型电子束焊设备中真空抽气系统的组成及其设计思路、方法,并对此真空抽气系统所能得到的本底真空度、工况真空度以及各阶段的抽气时间进行了详细的计算。为大型真空设备的研制提供一个有益的思路和便捷的方法。
国际热核聚变实验反应堆ITER(International Thermonuclear Experimental Reactor)是正在建设中的一个为验证全尺寸可控核聚变技术的可行性而设计的国际托卡马克实验堆。中科院等离子体所为解决ITER 项目工程采购包的焊接技术难题,满足国际组对产品制造的严格要求,拟定组建一套大型电子束焊接设备。
电子束焊是近三十年来新发展起来的一种熔化焊接方法, 它利用空间定向运动的电子束以高速撞击到工件表面后产生的热能使工件熔化,形成焊缝。电子束焊接的质量一方面取决于电子束源以及加工工艺的优化,而从电子束的加工工艺来说,很大程度上取决于真空的环境,真空度的提高可以减少高速电子束的减速和阻尼现象,而抽真空速率对电子束的整个加工时间起着决定性的作用。
此大型电子束焊接设备的需抽容积较大,需要一个大抽速的真空系统,现对此真空抽气系统进行设计。
设计要求
为了使电子束内的杂质微粒对真空的影响减至最小,延长阴极寿命,应尽可能地提高电子束焊接室的真空度。工作时焊接室需经常开启以更换焊接件,所以要尽可能地减少真空抽气时间,以提高焊接效率。
此真空抽气系统的具体设计要求如下:
(1) 焊接室需抽容积为48 m3,材料为复合不锈钢。在焊接前,焊接室的本底真空度要求达到1×10- 2 Pa。
(2) 要求真空系统能适应频繁地“放气—抽真空”循环状态,焊接室抽到1×10- 2 Pa 所用的时间要小于30 min。
(3) 电子枪的最大功率是60 kW,焊件材料为不锈钢或纯铜,电子枪工作时焊接室的真空度要求达到5×10- 2 Pa。
(4) 能迅速排除突然释放的气体。(因为焊接过程中有相当数量的金属蒸气释放,并且工件及工件室表面的附着气体在受热后也会释放出来,如不及时排除,就会瞬时降低真空度)
真空抽气系统的设计思路
真空抽气系统方案的确定,必须满足抽气时间及真空度的要求。焊接室的体积较大以及要求抽到本底真空的时间较短,所以必须选择大抽速的粗抽泵。电子束焊接装置在工作时出气率较大,为使其在工作时仍能满足真空度的要求,必须选择高抽速的主泵。工况下空气中的杂质较多,主泵必须在此工况下仍能正常工作。就目前的真空获得技术,以及对国内外同类装置的调研,我们选择的抽气方案为:扩散泵做主抽真空泵,旋片泵- 罗茨泵机组作粗抽泵。
扩散泵的优点:
(1) 扩散泵能提供巨大的排气量,以对抗大的气体负载;
(2) 扩散泵抽速大、寿命长,高可靠、维护少;
(3) 可高效抽除所有的气体分子(无抽气选择性);
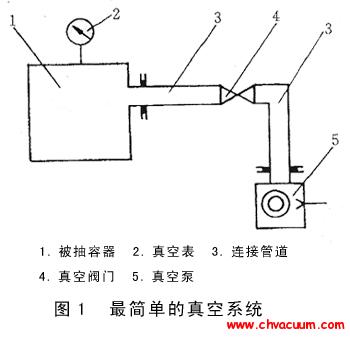
(4) 具有最优的价格/ 抽速比。抽气系统的原理如图1 所示。
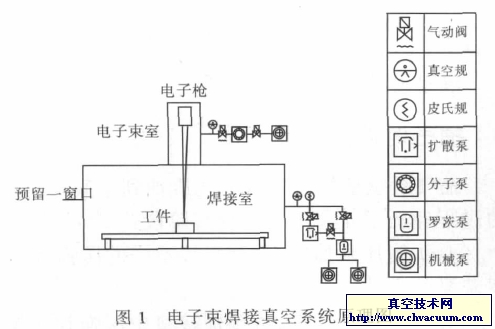
如图1 所示,电子束室有自己独立的抽气系统,现主要设计焊接室的抽气系统。系统结构及布局:扩散泵通过DN1000, 长1m 的抽气管道,经直角高真空挡板阀与焊接室连接;罗茨泵通过DN250,长2 m 的管道与主抽气管道连接,并通过DN250,长1 m 的管道与扩散泵连接;旋片泵通过DN100,长1 m 的管道与罗茨泵连接。在此抽气系统内,罗茨泵机组在抽气前期做粗抽,当扩散泵启动时做扩散泵的前级泵。预留一窗口,当抽气时间或真空度等有新的要求时,可配上新的泵组,从而满足要求。
此套真空抽气系统能达到的本底真空度为1.6×10- 3 Pa,工况真空度为2.4×10- 2 Pa,抽到本底真空度所用时间为20 min 22 s,满足要求。真空抽气系统主要由粗抽泵、主抽泵、前级泵以及之间的管道、阀门组成。设计真空抽气系统时主要考虑抽气时间及极限压强。抽气时间又分粗抽时间及主抽时间,如果装置较大时粗抽时间为主要时间,可通过增大粗抽泵抽速来减少抽气时间。对于不同气流状态下抽气时间的计算有不同的计算方法,故要先判断气流状态,再做计算。影响极限压强的主要因素是主泵抽速、装置壁面放气率,其中主泵的有效抽速受管道流导的限制;而装置壁面放气率对于每种材料都不一样,需对装置中所用材料分别做计算。
本文对电子束焊接设备的真空抽气系统做了详细的分析及设计,并给出了具体的设计步骤,希望对以后类似装置的真空系统设计会有一定的参考价值。