真空电弧炉称重系统测量精度影响因素浅析
本文通过对底装式电弧炉电极称重系统的结构受力分析,采用试称法绘图求解传感器、波纹管的应力曲线、电极系统原始重量参数P0 值、误差值ΔF,为控制算法提供系统原始参数及修正系数计算依据。并对熔化过程中电极的运动、电缆的摆动及x-y 调整机构对测量精度的影响进行了分析,总结出电弧炉设计、调试过程中应注意的事项,望能对实际生产提供一定的指导意义。
1、概述
随着我国真空自耗电极电弧炉(简称:电弧炉)自制能力的提高,大吨位电弧炉设备像雨后春笋般的出现,然而大部分的设备熔炼操作仅限于电压反馈自动熔炼水平,实现不了恒熔速和起弧、熔炼、收弧等全工艺过程的自动化。其关键点在于大部分的设备没有设置称重机构,实现不了恒熔速和熔炼工艺过程的自动化。恒熔速和熔炼工艺过程自动化不仅保证了熔炼产品的质量(如:减少偏析、晶粒细化),而且提高了产品的利用率(如:减少了尾部缩孔率),也保证了安全生产。称重系统的在线测量精度(电源、传感器本身的控制、测量精度不在本文讨论分析范围内)决定了熔速控制精度。在编程控制算法中往往要采集电极系统原始重量参数P0 值及波纹管引起的误差值ΔF,为控制算法提供原始参数及过程修正系数确定提供计算依据。
2、试称法绘图求解P0、误差值ΔF
电弧炉电极称重系统是一种复杂的三维浮动机构,P0 值不仅包含电极杆、支架及附属机构的静止重力参数,还包含了水冷电缆中流动的水等动参数,因此在实际生产中不可能通过单件测量来求得P0 值及F0 值。为了便于分析和观察,在不影响受力的情况下简化了的机构如下图1。称重传感器9 是该机构的核心元件,目前大部分采用电阻应变式传感器。其工作原理是传感器在受力情况下粘贴在弹性体上的电阻应变片发生变形,使其电阻发生变化,再经相应的测量电路把线性电阻变化转换成电压或电流信号,从而将受力转变为测量信号。因此可以认为传感器是劲度系数很大、变形很小的弹性元件。波纹管8 是保持真空、劲度系数较小的密封弹性体。
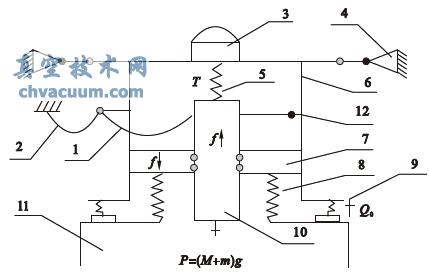
1. 内水冷电缆;2. 外水冷电缆;3. 电机;4.X、Y 调整机构;5. 丝杠;6.支持架;7. 动密封;8. 波纹管;9. 称重传感器;10. 电极杆;11.真空室;12.导向轮
图1 称重机构
设:该机构的电极杆10 的重量为m,支架及附属机构(包含电缆里流动的水)的重量为M,其系统总重量为P0=(M+m)g,传感器显示载荷重为Q0,波纹管支反力为F0,则在非真空静态下:
P0=Q0+F0 (1)
式中:Q0 为三个传感器9 的支反力由于传感器和波纹管都是在弹性范围内工作,遵守虎克定律,则传感器和波纹管应力曲线应为线性特征。下面我们通过在非真空静态下试称法求解P0 值:
(1)首先准备好任意重量的Δa1、Δa2、Δa3 三个加载试称块,并标注重量和编号;
(2)记录未加载,即在P0=(M+m)g 重量下称重传感器显示值Q0;
(3)记录加载△a1,即(P0+△a1)时称重传感器显示值Q1;并计算△Q1=Q1-Q0,以此类推,并相应求得△Q2、△Q3;
6、分析和总结
电弧炉用称重系统,实际上充分考虑了熔炼时既能动态称重,又能满足电极杆X,Y 调整的需要,因此其结构相对复杂,内、外力受力点较多。根据以上的分析讨论和实际经验,提出以下总结意见:
1、编程中对系统原始重量参数归零时,应考虑在真空状态下求解出P 值作为归零参数,而不应简单采取非真空下的Q0 值与真空吸力之和作为归零值,以便彻底删除波纹管初始支力给系统原始参数归零带来的误差。
2、静态的内力,不影响称重结果,但是动态的内力,如电极杆加速运动,水冷电缆摆动等,会直接影响称重结果。因此尽量避免内力机构加速运动,振动,摆动等现象出现。
3、所有静态不变的外力对称重的影响,必须通过结构设计、安装,进行弱化、删除。如电线电缆,水管,气路等必须采取特殊悬挂方式,可移动的部分不得与外力摩擦接触。
4、可移动的内部水冷电缆在移动时,其弯曲半径一致,不得出现折管或者与外力件接触。电缆内水压要稳定,避免水压不稳造成管内水量变化,影响控制精度。