潜水排污泵的失效分析及改进
通过对QW型双流道潜水排污泵叶轮失效原因进行分析,得出潜水排污泵叶轮产生磨损的主要原因是因高速含固体颗粒的水流对过流部件的磨损破坏和汽蚀与磨损的联合破坏的结果,根据分析结果提出相应的解决方案。按此方案对该泵进行综合改造后,经运行半年后解体观察,叶轮部分无明显腐蚀,效果良好,达到预期效果。
引言
QW型潜水排污泵是一种泵与电机联体,一起潜入液下工作的泵。与一般卧式或立式污水泵相比,潜水排污泵明显具有以下优点:
(1)结构紧凑,占地面积小。该泵由于潜人液下工作,因此可直接安装于污水池内,无需建造专门的泵房来安装泵及电机,节省大量土地及基建费用。
(2)安装维修方便。小型的潜水排污泵可以自由安置,大型的排污泵一般都配有自动耦合装置可以进行自动安装,安装及维修相当方便。
(3)连续运转时间长。潜水排污泵由于泵和电机同轴,轴短,转动部件重量轻,因此轴承上承受的载荷(径向)相对较小,寿命比一般泵要长得多。
(4)振动噪声小,电机温升低,对环境无污染。
正是由于上述优点,潜水排污泵受到人们的青睐,使用的范围也越来越广,由原来单纯地用来输送清水到现在可以输送各种生活污水、工业废水、建筑工地排水、液状饲料等。在市政工程、工业、医院、建筑、饭店、水利建设等各行各业中起着重要作用。
1、叶轮和壳体材料及工况
某污水处理厂用的QW型双流道潜水排污泵使用7~9个月时,泵的运行效能明显出现下降现象,经过解体发现,叶轮损坏严重,而壳体部分整个表面腐蚀尚不严重。泵的设计参数:转速1450r/min、流量200mVh、扬程22m、功率22kW,叶轮和壳体的材料为HT 200,实测的化学成分列于表1。运行工况时的工作介质为生活污水,微带酸性;含有固体颗粒。
表1 铸铁的化学成分(按质量计,%)
2、腐蚀特征
2.1、叶轮腐蚀
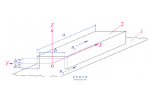
潜水排污泵叶轮的腐蚀情况如图1所示,运行仅几个月叶轮平均磨损深度已经达到3-5mm,汽蚀坑深4-6mm,叶片磨短5mm以上,叶轮导流部分减薄严重,减薄量2-4mm,两面均有鱼鳞状花纹和蜂窝状花纹交互出现,正面花纹大而深,背面花纹小而浅,鱼鳞状花纹的方向指向水流的流动方向。叶轮口环的径向圆周面出现半圆形的冲刷坑。叶轮出水侧叶片和隔板减薄严重,外缘呈参差不齐的刀刃状。
2.2、壳体腐蚀
壳体内侧有冲击磨损的环状沟痕,壁厚原为8mm,冲蚀后减薄到6mm,损坏不是很严重,但在进口处的冲击磨损比较严重。在部分地方出现较深的沟状条纹。壳体腐蚀如图2所示。
3、叶轮失效原因分析
从宏观上分析,叶轮失效的直接原因是叶片的严重减薄,通过对叶轮的工况及损坏情况分析可见,引起叶片减薄的原因,是由于出现了严重的磨损和腐蚀而造成的,即高流速污水中固体颗粒的磨削作用加速了材料表面的腐蚀,从图1可以看出,叶轮存在明显的磨削区、冲击区和汽蚀区。由于叶轮不同部位的流速与流动状态不同,因此介质对叶轮的机械作用力大小与方向也不周,导致表面出现不均匀的磨损腐蚀形态。在此主要表现为磨蚀和汽蚀两种形式。

图1 叶轮磨蚀破坏实况图2 泵体磨蚀破坏实况
3.1、固体颗粒对磨蚀的影响
污水中的固体颗粒是加速潜水排污泵过流部件磨蚀的主要原因,通过水流相对速度和汽蚀作用产生磨蚀破坏。在高速含固体颗粒水流中具有一定动能的硬质沙粒对过流部件表面反复冲击和切削形成磨损,固体颗粒对过流部件的磨损量可用下式进行估算
由上式可知,固体颗粒对过流部件的磨损主要是通过水流相对速度的作用而产生破坏。固体颗粒增加汽蚀发生率,降低抗汽蚀能力。首先含固体颗粒的物化特性和流动性与清水有很大的差别,含固体颗粒水流的粘性降低,抗断裂性差,增加了空泡产生概率。其次,固体颗粒中会夹带气泡植入水中增加水中汽核,使汽蚀发生概率上升。另外,固体颗粒与水的质量、惯性力有明显的差异,固体颗粒的运动轨迹偏离水流流线使流场发生畸变,由于绕流阻力和惯性力引起固体颗粒的附加速度,水流回流发生旋涡,引起局部压力降低,加重了汽蚀发生的概率。汽蚀坑会严重破坏过流部件表面的光滑度,使固体颗粒磨损加重。