离心泵叶轮抗汽蚀优化设计
1、前言
某乙烯公司循环水系统共有17台32SA-10C型单级双吸式离心水泵。96年开工以来该泵经常由于汽蚀,造成泵运行不平稳、振动、噪音偏大。更严重的是叶片发生汽蚀破坏时,泵无法继续运行。
2、该离心水泵原始参数
2.1、32SA-10C 循环水泵的主要参数
(1)流量:5040m3/h; (2)转速:730rpm;(3)温度:40℃; (4)介质:循环水;
2.2、32SA-10C 循环水泵的使用情况
泵叶轮采用HT200 灰口铸铁制造,正常使用时,运行不平稳,振动大,噪音大,运行半年,叶轮由入口边至叶片全长的三分之一处,汽蚀而全部穿孔,最大孔径为ф40mm,这时不得不停机更换新叶轮。
3、离心泵叶轮优化措施
3.1、离心泵汽蚀破坏的原理
汽蚀是一种液体动力学现象,发生的根本原因在于液体在流动过程中出现了局部压力降,形成了低压区。当泵吸入口压力降低到该处相应温度下的饱和蒸汽压时,液体发生沸腾汽化,使原来流动的液流中出现大量气泡,气泡中包含着输送液体的蒸汽及少量原来溶解于液体中而逸出的空气。当气泡随同液流从低压区流向高压区时,气泡在周围高压液体的作用下,迅速缩小凝结而急剧地崩溃。由于蒸汽凝结过程进行得非常迅速与突然,结果在气泡消失的地方产生局部的真空,周围压力转变的液流非常迅速地从四周向真空空间冲挤而来,产生剧烈的水击,形成极大的冲击力。由于气泡的尺寸极微小,所以这种冲击力集中作用在与气泡接触的零件微小表面上,其压力可达数百个大气压以上,水击频率高达25000次/s。因而使材料壁面上受到高频高压力的重复载荷作用而逐渐产生疲劳破坏;同时,如果所产生的气泡中还夹杂有活泼气体(如氧气等),借助于气泡凝结时放出热量对金属起化学腐蚀作用,致使金属表面出现麻点以导致穿孔,严重时金属晶粒松动并剥落呈现出蜂巢状甚至把壁面蚀穿。这种气泡不断形成,生长和破裂崩溃,以致材料受到破坏的过程,总称为汽蚀现象。
3.2、循环水泵优化方案
3.2.1、优化叶轮参数
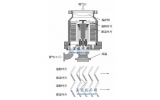
由于现场工艺条件限制,乙烯公司循环水系统32SA-10C 泵进口管路比较复杂,造成管路损失过大,叶轮进口存在明显压降,泵形成汽蚀。欲不使泵汽蚀,必须增大有效汽蚀余量NPSHa 或减小泵汽蚀余量NPSHr,保证有效汽蚀余量NPSHa 大于泵汽蚀余量NPSHr。但是有效汽蚀余量NPSHa 的大小与装置参数及液体性质有关,而泵汽蚀余量NPSHr 与装置参数无关,只与泵进口部分运动参数有关,泵进口部分运动参数在一定转速和流量下是由泵的几何参数决定的,也就是说,泵汽蚀余量NPSHr 是由泵本身决定的。在进行了多方面比较权衡后,确定了下列改造方案:保持原泵壳、底座、管路等工艺条件不变,即不改变有效汽蚀余量NPSHa,而是按实际工艺流量重新设计叶轮,通过改变叶轮参数减小泵汽蚀余量NPSHr,来提高泵的抗汽蚀性能。
3.2.2、优化叶轮的制造工艺和叶片材料
原叶轮采用了铸铁整体铸造的方式,铸铁材料的晶粒结构不够致密,σs,σb都不够高,抗应力腐蚀能力不强,在发生汽蚀的情况下,容易快速形成汽蚀破坏;铸造叶片没有较高的锻造比,材料疏松,晶粒粗大,抗汽蚀性能明显低于锻造叶轮。基于上述原因,改变叶轮制造工艺及叶片材料,来提高泵的抗汽蚀性能。
3.3、优化措施
泵汽蚀余量:
式中:v0—叶片进口稍前的绝对速度;w0—叶片进口稍前的相对速度;λ—叶片口压降系数。
要通过减小NPSHr 值来提高泵本身的抗汽蚀性能,则必须通过减小v0、w0、λ 来实现,在实际改造过程中,通过改变叶轮进口直径Dj和改变叶片进口角β1来达到这一目的。
3.3.1、增大叶轮进口直径DJ
设叶片进口圆周分速度VUI=0,由叶片进口稍前的速度三角形w02=v02+u02 ,有增大叶轮进口直径DJ,则圆周速度u0增大、V0减小,必存在一个DJ使二者平方和最小。现利用求导数方法求Dj: