O型密封圈失效原因分析
密封是保证液压系统正常工作最基本也是最重要的装置。在液压、气动系统中大部分泄漏是由于密封失效造成的。主要介绍了液压系统对密封装置的要求以及密封件的主要类型,分析了O型密封圈失效的主要原因、失效形式,并提出了具体解决的办法。
引言
密封是保证液压系统正常工作最基本也是最重要的装置。在液压、气动系统中大部分泄漏是由于密封失效造成的。O形密封和密封装置的性能和可靠性是衡量系统设计与制造质量的重要指标。如果密封不当,会引起元件和系统的内、外泄漏,不仅会使系统的容积效率降低,严重时会建立不起压力而使系统无法工作;外泄漏还会弄脏设备,污染环境。因此,正确使用O型密封圈对保证液压系统正常工作十分重要。
1、液压系统对密封件材料的要求及其分类
1.1、液压系统对密封件材料的要求
(1)在液压油中有较好的稳定性,即体积变化小,膨胀、收缩率小,不易溶解、不会引起硬度的变化;当温度在使用范围内变化时,弹性和硬度变化要小;
(2)具有良好的密封性和适宜的弹性,在液压油中压缩复原性大,永久变形小;
(3)耐磨性好,摩擦系数小,运动灵活,工作寿命长;
(4)结构简单,加工、使用、维修方便。
1.2、密封件的分类
根据密封面间有无相对运动,密封件可分为动密封和静密封两大类。目前常用的密封件以其断面形状命名,有O型、Y型、Yx型、V型以及组合式密封等。
O型密封圈的横截面为圆形,可作为油、水、气体等各种流体的密封使用,有静密封和动密封2类。
Y型密封圈的横截面类似英文字母Y,不用支撑环而直接装入沟槽内即可起密封作用。但在压力变化较大、滑动速度较高的地方,要使用支撑环,以固定密封圈。它多用于液压油缸活塞和活塞杆处的动密封。
Yx型密封圈的结构特点是截面小、结构简单,截面的长宽比在2倍以上,故而密封圈在沟槽中不会滚翻,一般只能在80℃以下长期工作。有轴用和孔用2种形式。
V型密封圈一般由夹织物橡胶或聚四氟乙烯经多层涂胶织物压制而成。多用于液压缸中端盖和活塞杆之间的动密封。
组合式密封是最近出现的一种新型密封,它集中了上述几种密封的优点。该密封耐高压且摩擦力小,常用于伺服油缸的密封。
2、O型密封圈的工作机理
O型密封圈是流体动力系统中使用最多的密封形式。由于O型密封圈具有结构简单、密封性能良好、摩擦力小、沟槽尺寸小、易制造等优点,广泛应用于液压与气动元件中。
O型密封圈的工作机理:把O型密封圈装在密封沟槽中,通过油(或气)的压力使其发生变形,向沟槽一侧挤压,封住被密封的接触面,使液流(或气流)不得通过,如图1所示。这种密封在流体动力系统中密封效果良好,但是,如果O型密封圈的设计和使用不当,也容易造成密封性能的失效。
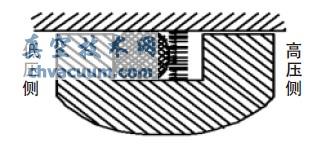
图1 密封圈承压图
3、O型密封圈失效的原因、失效形式及解决办法
3.1、失效的主要原因
(1)密封沟槽设计不合理;
(2)O型密封圈与所用介质不相容;
(3)O型密封圈的尺寸选择不正确;
(4)O型密封圈得不到充分的润滑。
此外,由于密封圈受力较复杂,有些原因很难诊断和判定,必要时要对它的材料和使用环境进行试验研究。
3.2、常见失效形式及解决措施
(1)O型密封圈用后呈扁平形状
①原因主要原因是密封圈的材料弹性和抗热性能差。O型密封圈在液压系统工作介质中使用一段时间后,常出现密封圈过度膨胀,压紧力增大的现象。这是由于密封圈在生产过程中,橡胶硫化不够完全,因而在压力的作用下,密封圈截面的三边被压成扁平形状;
②解决办法应采用低凝固性能的橡胶材料。在一般工况下,选用耐热橡胶材料(因在工作中摩擦会产生热量)如丁腈橡胶、氯丁橡胶等;确认密封圈材料应与所使用介质相容,检验密封圈的物理性能应符合设计要求。
(2)O型密封圈磨损
①原因这种失效形式多出现在有相对移动和振动的密封中,可通过观察密封圈与滑动面接触部位磨耗量来判断。主要原因是:密封的滑动表面粗糙,导致密封圈过早磨损;密封滑动表面太光滑,使密封润滑不良;油液系统中含有污染颗粒;
②解决办法按照推荐的加工粗糙度来制造,保证滑动面与密封圈在运动过程中润滑充分(主要是内部润滑),保证系统中过滤器精度,用耐磨性更好的O型密封圈材料,如聚氨脂橡胶等。
(3)O型密封圈受热硬化和氧化
①原因由于工作温度超出正常使用范围,使弹性体硬化,增塑剂蒸发、氧化,导致密封圈产生与作用压力方向垂直的小的表面裂口,从而出现了局部凹痕或开裂现象。这种失效主要是暴露在空气中的动静密封或与其他空气污染物接触的密封圈上;
②解决办法采用抗氧化性能较好和耐高温的材料,降低系统油液工作温度。
(4)O型密封圈出现凸出、啃咬和螺旋状失效
①原因凸出、啃咬失效的主要原因:密封间隙过大,系统压力超过密封承压强度或未加挡圈,密封圈材料未达到设计硬度要求,密封圈密封沟槽加工尺寸不符合标准规定,密封圈选取不合适(相对于密封沟槽尺寸太大)等。螺旋失效的主要原因:零件的同心度太低、润滑不够充分、密封圈材料太软,当密封圈的某些部分在滑动而另一部分却在滚动,从而引起扭曲或裂口;
②解决办法减小密封间隙,选用尺寸合适的
O型密封圈,保证零件的同心度符合设计要求;密封沟槽严格按照标准加工,使用增强的复合密封,如组合垫,采用符合设计要求的密封圈材料或增加阻止O型密封圈被挤出的挡圈。
(5)O型密封圈在安装过程中损坏
①原因这种情况常出现在动、静密封中。主要原因是密封沟槽上有尖锐棱角或导入的倒角不符合标准,安装时没有涂抹润滑油,从而使密封圈被尖锐的刃口切伤、发生扭曲或卡住,表面产生凹(或凸)痕、起皮或剥落现象;
②解决办法按照设计要求加工密封沟槽,不得留有锐边,安装时在沟槽及密封圈上涂上润滑油液,当O型密封圈通过螺纹时,在螺纹上套金属薄片或带等,以使密封圈顺利地插入。
4、结语
O型密封圈具有结构简单,加工方便,性能可靠等优点,在液压元件及系统中得到广泛的应用。本文对O型密封圈的工作机理、失效形式、失效原因以及解决办法做了进一步的分析总结。只有在工作中积累经验,不断总结分析使用中出现的问题,才能使O型密封圈得到更好的应用。