浅谈O形圈静密封在液压元件中的实践应用
该文就O 形圈在液压元件使用时需要注意的事项,为工程技术人员在设计和制造静密封结构提供了可参考的资料。
静密封的概述
高端液压元件的泄漏问题是困惑和阻碍中国液压产业发展的很大障碍。在开发高端液压元件的过程中,我们也遇到了这个棘手的问题, 通过组织攻关小组从各方面进行了不断的探索和实践中有了一些心得和体会,供大家分享。
本文主要介绍外泄漏的原因分析及采取的措施,目前外泄漏主要有两种形式,一是界面的泄漏,指液压油在压力差的作用下,通过密封面的间隙产生的泄漏,这是液压元件最常见的泄漏;二是渗漏,指液压介质在表面张力或压差的作用下,通过毛细缝隙产生泄漏,如铸件的组织疏松、气孔、砂眼等产生的渗漏。外泄漏会导致流体浪费和污染环境,尤其液压元件的外观。在设计和制造高端液压元件中, 要求各密封部位性能有效,密封优良,在静密封处要达到无泄漏,并向零泄漏发展。整个密封系统要稳定可靠,使用寿命长,并且维修方便。
1、液压元件泄漏分析及措施
密封部位的全面质量管理是保证密封性能的关键, 任何环节的质量保证不严, 都会导致密封的不稳定,产生泄漏现象;主要通过以下环节进行控制,包括液压元件壳体材料的选取、密封部位的设计、制作精度、密封件的选取和质量、装配的方法等因素。
1)液压元件壳体材料的选取
对于液压元件中很多的壳体,如液压泵、马达、阀的壳体和端盖等,基本为黑色金属铸件,材料应具有较高的抗拉、抗压的机械性能,有一定的弹性,有硬度、有恢复变形的能力,抗弯曲强度高,永久变形小。主要材料为灰口铸铁、球墨铸铁,选用灰口铸铁材料时要考虑抗压强度、抗弯强度、弹性,多选用HT250 和HT300。球墨铸铁主要要求抗拉强度和延伸率, 能更好地适应液压系统的冲击工况,一般选取QT450-10 或QT500-7。
液压元件的密封失效, 在很多情况下是由于液压元件壳体的材质造成的。以O 形圈平面静密封为例,渗漏产生的根源是间隙造成的, 液压元件的壳体在高压情况下会产生变形, 这个变形会使在密封部位产生间隙,O 形圈则通过变形弥补而进行密封,而当间隙过大时,就会出现O 形圈切边、损坏等现象,进而短期内密封失效。这种高压下的微小变形对密封的影响不大,如果变形过大产生了可见的间隙,可以用塞尺进行测量,在液压元件的应用中如果间隙大于0.02mm,极易产生泄漏(见图1)。在长期使用的情况下,壳体材料如果抗弯曲强度不够,或者弹性差,在交变的高压下也会产生永久性变形,这样在零件结合面就慢慢地产生间隙,间隙过大后,就会出现O 形圈切边、损坏等现象,进而密封失效。

(a)变形部位间隙的测量(b)变形部位的三维结构
图1 工件结合面间隙的测量
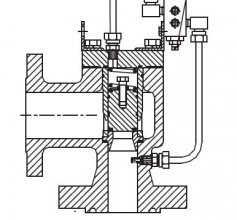
2)外密封部位的设计和制作
设计密封结构时, 首先要确定液压元件使用的工况, 包括密封为动密封或静密封, 密封位置的压力、介质、温度等;其次要选用合适的密封型式,包括选用的密封件、密封结构有关的尺寸、几何精度、表面粗糙度等。另外拧紧螺栓的规格、分布、拧紧力矩都有充分考虑。以O 形圈平面静密封为例, 消除密封面的间隙为解决泄漏的首要措施, 提高密封系统零件结合面平面度和粗糙度,将结合面间隙控制在允许范围内。一般在100mm2 内的平面度要求为0.01mm 以内, 在加工的时候尽量采用一次性加工,避免产生接刀痕迹(见图2),接刀痕采用粗糙度仪是测不出来的。另外整个配合面要通过抛光去除高点和毛刺。
图2 接刀痕迹贯穿油口
O 形圈的沟槽设计要充分考虑到参照相关标准,一般在计算沟槽时,O 形圈的压缩率取10%~30%,填充料为75%~90%。在交变及脉冲的情况下,沟槽的底面和侧面的表面粗糙度应在Ra1.6 以内,以降低密封件磨损,提高使用寿命。
3)O 形圈的选取
O 形圈作为填充材料在液压密封的形式中, 使用最为广泛, 该种成型的密封件受到挤压作用发生弹性变形,与其接触的密封面上受到接触压力,该压力大于被密封液压油的压力,而阻止泄漏;O 形圈将随着压力上升变形挤压力越大,从而能实现密封。O 形圈具有耐油性、耐压性、耐热耐寒性、耐磨性、低的压缩永久变形率等特点。
O 形圈选取一般包括规格、材料、硬度、压缩永久变形率等。O 形圈的规格根据沟槽的尺寸确定,要充分考虑压缩率和填充量。材料选取一般根据使用的环境温度确定,常用的材料包括丁腈橡胶、氟橡胶等,丁腈橡胶是广泛使用的材料,具有好的耐矿物油性,使用的温度范围为-30℃~120℃。氟橡胶具有优秀的耐油和耐热性,使用的温度范围为-15℃~220℃。硬度的选取根据O 形圈使用的压力确定和材料的变形确定,常用的硬度有HS70、HS90, 硬度为HS70 的O 形圈常用在压力在30MPa 以内的场所,硬度为HS90 的O 形圈常用在压力大于30MPa 的高压场所。O 形圈的低压缩永久性变形率也是保证密封的关键,跟O 形圈的材料、使用时间、使用温度、线径等相关,一般使用时间越长、使用温度越高, 线径越细越容易出现压缩永久性变形,O 形圈的压缩永久变形率关系到密封的使用寿命。
不同的O 形圈厂家的产品质量存在着较大差异,主要表现在材料差、硬度不稳定、弹性差易永久性变形等,短期表现为O 形圈的挤边破损、无弹性,长期表现为在高温、高压下失去弹性、磨损,密封失效(见图3)。O形圈产品的可靠性、稳定性不是在短期内能验证的,所以在密封件的试用中, 液压元件企业花费了大量的时间和金钱对密封件进行性能和使用寿命验证, 为缩短验证时间,企业需要使用密封件试验台进行全面验证,以确保密封可靠。
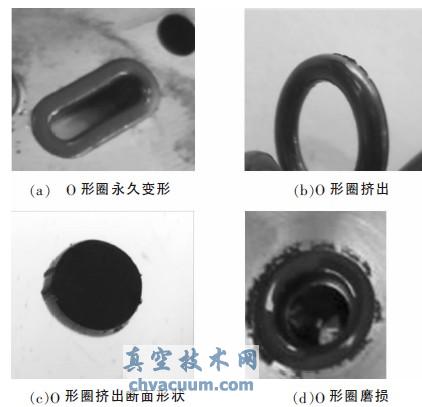
图3 O 形圈失效实例
4)正确装配方法
无论液压密封或密封系统设计的怎样合理, 密封件选用的怎样正确, 如果采用的装配工艺或装配方式不合理或不正确, 均有可能减弱密封效果或缩短密封件寿命;待装配零件密封面必须保证无毛刺、无污染杂物、锈蚀等缺陷,O 形圈表面应均匀涂覆一层薄的润滑脂,在O 形圈因压力变化时移动,减小O 形圈的磨损,提高O 形圈的使用寿命(见图4)。在特殊部位,如经过螺纹处, 为防止O 形圈划伤, 要使用专用工装(见图
5)。为使密封部位受力均匀,拧紧螺栓要使用合适的力矩, 按顺序分级拧紧。液压元件的中结合面的无油装配,在实践应用中也是非常必要的,如果在结合面上有一定的液压油没有进行清洗而直接装配, 液压元件在工作中温度升高,压力增大,由于液压油的流动性,面上的液压油就会渗出, 而壳体内液压油也会因其固有的扩展性,继续向外渗漏。
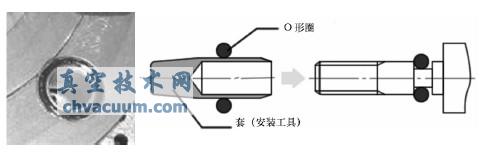
图4 O形圈处涂润滑脂 图5 O形圈螺纹处的装配
2、密封技术的发展
随着制造业的发展, 就目前工程机械的液压系统来讲,液压正在向更高的压力发展,这对液压元件的设计和制作包括O 形圈等密封件提出了更高的要求。首先根据工况进行可靠性总体设计是至关重要的,包括结构的设计、壳体材料的选取、密封件的选取,这可以很好地保证密封的可靠性。O 形圈密封件需要采用硬度更高、韧性更好的材料,以满足耐高压、耐冲击等要求。新的密封形式也将根据系统的高压发展而发展,如方形圈或特种方形圈替代O 形圈, 方形圈有更高的耐压性、低的压缩永久变形率、稳定性等特点。还可以通过带挡圈的O 形圈结构进行防止O 形圈挤出现象,进而防止渗漏。液压元件高压化的发展需要深入研究密封件的密封机理, 这需要液压元件企业和密封件企业进行深入合作,联合攻关,提出更好的解决方案。液压元件企业、密封件企业、科研单位通过协会等多种形式进行技术交流, 加强各企业间在使用成果方面的交流,相互借鉴,共同提高必能加快中国液压密封技术的快速发展。