机械密封故障分析:石墨环端面变形泄漏
2020-04-19 真空技术网整理 机械密封故障分析100例
故障现象
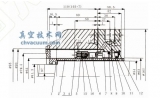
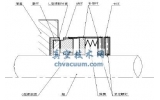
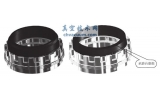
石墨环(窄环)外缘高(上张口),端面间隙呈喇叭形( 图1 );石墨环的内缘(下张口)高( 图2 ),摩擦痕迹不连续,或局部接触,有时出现大半圆(俗称马蹄形),密封泄漏。
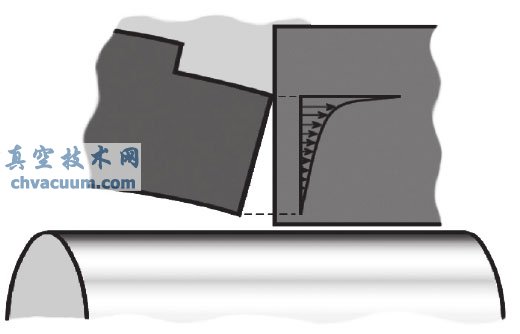
图1 石墨环外缘高
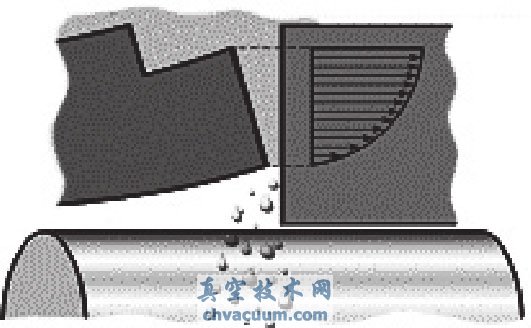
图2 石墨环内缘高
原因分析
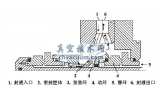
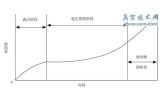
产生端面变形的主要原因是,机械变形、温度变形、应力变形,加工工艺的选择、热处理原因等。尤其在高温热油泵中,如果辅助系统选择不当,密封腔无法散热,造成密封腔温度过高,使密封圈变形;还有操作问题,若更换密封暖泵时间太短,升温速度过快,容易使密封环产生热变形。图3是温升过快造成的密封端面变形。
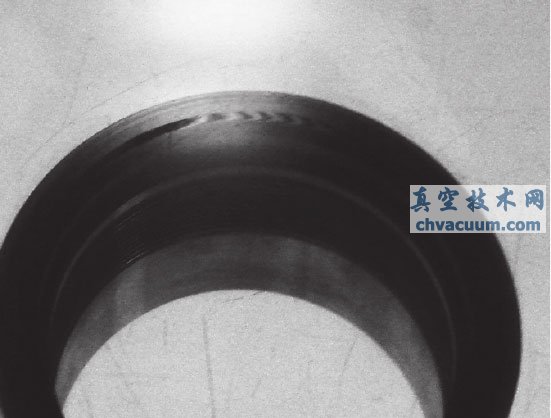
图3 石墨环上张口变形
解决办法
1、针对相应介质工况选择合适的密封环材料;对于镶嵌结构,尽量选取优质的镶嵌材料,增加材料的自然时效时间,让材料的内应力充分释放。
2、采用镶嵌结构时,镶嵌端面可以选用强度更高的硬质合金面,使端面密封抵抗变形能力提高。
3、在工况允许的情况下,环座和环片尽量采用线膨胀系数相差较小的材料,这样可以使环座与环片的过盈量很小(既保证能传递扭矩,又不会因过盈量而产生对环的挤压应力过大,使环变形)。
4、静环采用整体加工制造,可以基本消除应力变形。
5、提高设备及安装精度,使密封环受力均匀,就会减少密封端面的变形量。
6、密封使用时,选择合适的密封辅助系统,采用有效的散热、冷却和冲洗方式,降低密封腔的温度,改善机械密封使用环境,减少因温度而产生的端面热变形。