端面刷式密封的制备及试验研究
在对刷式密封制造工艺进行调研的基础上,自制了新型端面刷式密封环。在自制的实验台架上,对端面刷式密封进行了性能测试,得到了反应端面刷式密封静态和动态密封能力的泄漏曲线,将端面刷式密封性能试验结果与文献上其他种类密封实验结果进行比较,证明了端面刷式密封可以满足设计要求,比常规刷式密封更具优越性。
试验研究是验证端面刷式密封性能最有效的途径。对于常规刷式密封的试验研究,朱宗举和陈国林等最先对刷式密封的静动态泄漏特性进行了试验研究,验证了刷式密封良好的密封性能[1]; 吴宁兴对由刷式密封与迷宫密封组合而成的密封进行了静动态试验研究,取得了良好的密封效果,对刷式密封的组合密封提供了试验基础[2]; 孙晓萍对刷式密封的耐久性进行了试验研究,论证了刷式密封有较好的密封寿命[3]; 郭霖和康宁对刷片式密封进行了试验研究[4]。
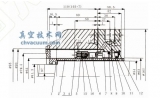
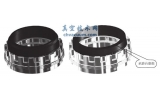
本文在研发并申报专利的端面刷式密封( 结构如图1 所示) 基础上,对刷式密封的制作方法进行了调研,并自行制备了用于试验研究的端面刷式密封[5]。在自制的实验台上,以检测端面刷式密封随上下游压差及转子转速变化的泄漏量为主要目的,进行了试验研究。
图1 新型刷式密封工作原理示意
端面刷式密封的制造方法
经过调研发现,刷式密封的制作工艺制约着刷式密封的密封性能,刷丝区的孔隙率及刷丝区的各项尺寸都是在这个环节所确定的。制造工艺主要有两类。
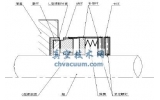
工装法是将所购得的一定直径的刷丝均匀缠绕在工装上,如图2 所示。当刷丝缠成一定厚度时,工装架上插入直径为1 ~ 2mm 金属丝,并顺着工装架,将缠好的刷丝剥离到金属丝上。用薄金属板从两端包住刷丝后,用力压紧使其变形以固定刷丝。固定刷丝后,从中间截断刷丝,这样就变成了两条带自由端的刷丝条了。将刷丝条放入卷刷机内,将刷丝卷成环形。将制造好的刷环放入预先加工好的轴套内并固定。最好根据需要,将刷丝自由端剪齐。
图2 工装法
工装法用于金属刷丝制造,工艺简单,便于加工,制造成本低。但由于机械化程度不高,存在人为误差,不适合大批量生产。
流水线法
流水线法是用拉丝机将刷丝拉成所需要的直径,并剪成相等长度的刷丝段,然后将一定数量的刷丝段扎成一捆。将打好捆的刷丝码齐放入进料口,并在刷捆上压入配重块。由于刷丝质量较轻,用配重块压紧刷丝,减少间隙,同时为刷丝提供一个向下的力。凸轮结构将刷丝捆分成大小一致的刷丝束并送上传送带,凸轮结构可以调节刷丝密度,以控制刷丝束大小及刷丝束之间的间隙。滚轮将刷丝压均匀,同时在刷丝下衬入固刷板。在滚轮作用下,有一定间隙的刷丝束变成连续的刷丝排,在其中心引入金属丝是为了下一步让刷丝从中心位置折起,同时起到固定刷丝的作用。在传送带作用下,夹刷轮使固刷板变形并夹住从中间折起的刷丝,成为直条刷。将直条刷放入卷刷机内卷成环型,卷刷机可以将刷条按刷丝朝内或刷丝朝前而卷成环形。当刷丝朝内时,既为传统径向刷式密封的制造,而刷丝朝前便可制成端面刷式密封。最好将环型刷放入夹刷板内并固定。该方法优点: 机械化程度高,刷丝直径与刷丝密集度均可调节,并适合大规模生产。流水线法机械化程度高,刷丝直径与刷丝密集度均可调节,适合大规模生产。但由于需要夹刷板固形,因此夹刷板制造精度要求高。
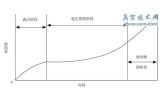
通过调研刷式密封加工制造方法,自制了端面刷式密封的试验件,达到了加工要求。在自制的实验台架上对端面刷式密封的试验件进行了静态和动态密封能力试验,通过泄漏量随压差( 或转速) 的变化规律,得出端面刷式密封静态密封和动态密封特性符合预期,够满足密封要求,可以推广到实际应用中。
对试验数据进行处理,并与文献中其他种类密封试验值进行对比,得出端面刷式密封优于常规刷式密封和4 齿迷宫密封的结论。