焦化装置辐射进料泵技术改造
随着原油含硫量的升高,炼油装置中的高硫腐蚀问题日渐凸显,结合某炼油厂焦化装置进料泵的技术改造工作,分析探讨了该设备在高硫、高温、颗粒介质高速冲刷工况条件下的失效模式和改进措施。希望能够对解决同类问题提供借鉴。
1、前言
众所周知,目前原油平均含硫量比30年前提高了一倍以上,已达到1.2%的水平。这对各炼油装置的耐腐蚀能力提出了严峻挑战,尤其对那些按照原油平均含硫量0. 5%设计的老装置更是如此。
高硫原油对炼油装置的腐蚀在不同炼制阶段和不同设备上有不同的特点。因此在不具备对老装置进行全面技术改造的条件下,有必要对其中的相关设备进行有针对性的局部改造,以适应装置对高硫原油的加工要求。
通常,原油中的含硫量分布规律是越到重油含硫量越高。由于焦化装置位于常减压装置的下游,加工原料为渣油, 目前平均含硫量已超过5%,工艺温度高,介质多含颗粒;因此该装置中的高温硫腐蚀和介质冲刷十分明显。
本文涉及某炼油厂焦化装置的辐射进料泵,型号HGBR3 /6。辐射进料泵由德国制造,于20世纪70年代中后期投入使用。设计参数为:流量380m3 /h; 扬程120m; 转速2940 r/min; 轴功率190kW;运行工况条件为:输送介质为渣油;介质温度为390℃。至20世纪80年代中期,在正常检修周期内能平稳运行,寿命周期正常。此后因流量、扬程日渐下降,计划外检修的频度大幅增加,直至无法满足生产要求而被提出进行技术改造。辐射进料泵经过解体后发现:叶轮盖板减薄明显并有穿孔,越靠近轮缘越严重;叶轮直径明显减小;平衡活塞齿槽已基本被磨平;口环及泵轴过流段腐蚀明显。
2、失效分析
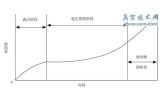
该设备失效的特点是失效发生在稳定运行一段时间之后,说明原水力设计能够满足性能要求。解体检查的结果表明,过流部件在高温硫腐蚀和介质冲刷磨损的共同作用下产生了严重的“冲刷磨蚀”。其机理是:高含硫介质在高温作用下进一步提升了介质中所含硫化物的活性,使腐蚀加剧;高速流动的介质冲刷导致腐蚀产物FeS无法在部件表面形成保护膜,使新鲜金属不断暴露在腐蚀环境中,因而丧失了抑制腐蚀速度的保护机制 。
从失效形式看,严重的冲刷磨蚀使叶轮及口环的实体尺寸不断减小,最终导致泵的水力性能下降、容积损失增大。
3、改造方案
3.1、确定改造内容
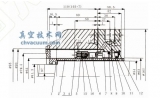
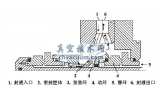
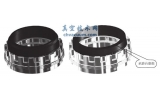
失效分析结果表明,导致失效的主要原因是冲刷磨蚀。通常解决这类问题有两条途径,一是改善腐蚀环境,二是提高耐蚀能力。对于单台设备的技术改造,系统地改善设备运行环境是迫不得已的选择,代价大而且周期长。因此,本次技术改造的总体思路是针对受损较严重的转子部件进行改造如图1所示,并以提高主要过流部件材质的耐腐蚀能力为改造内容,维持原水力设计不变。
图1 转子主要过流部件
3.2、材料选用
3.2.1、材料选用原则
针对本次技术改造的特点,材料选用时首先应提高材料的耐腐蚀性能,保证改造部件在所处环境下不腐蚀或轻微腐蚀。应结合工况条件保证所选材料的机械性能、物理性能与原设备材质相当或相配;比如,泵轴材料的高温强度和热脆倾向应能够满足使用要求;泵轴、叶轮、口环等各部件材料的热膨胀系数应与配装部件相匹配等。
3.2.2、泵轴材料的选择
泵轴的工况特点是腐蚀、高温和剪切应力;因此,泵轴的选材方向主要是提高耐腐蚀性能并保证必要的强度。此外,由于泵轴的长度尺寸较大,为保证安装的适配性,材料在高温下的线胀量应进行核算。
当钢材中的含铬量大于12%时,钢材的耐腐蚀能力才会有改善;但含铬量大于13.7%时,由于铬在点阵中的偏聚导致热脆现象的产生,并且热脆倾向随着含铬量的增加而增加; 马氏体不锈钢1Cr13、2Cr13、3Cr13相比奥氏体不锈钢18-8等材料,后者的热脆倾向高于前者,高温强度优于前者;但奥氏体不锈钢的线胀系数过大,难以兼顾冷态装配与热态运行时动、静部件之间的配合要求。综合分析,在强度核算结果的支持下同时辅以合理的热处理工艺,泵轴材料选用3Cr13 (锻园) 。
3.2.3、叶轮、平衡活塞及口环材质的选用
叶轮、平衡活塞及口环等轴系零件的工况特点是高温硫腐蚀和介质冲刷。与泵轴相比,这些零件的选材应主要考虑耐腐蚀性,同时兼顾线胀系数的匹配以及成型加工的要求。因此在泵轴材质选定的情况下, 1Cr13、2Cr13、3Cr13等都是可选材料,最终确定选用2Cr13是在耐腐蚀性和强度之间平衡的结果。具体选材情况为:叶轮2Cr13(精铸) 、口环及平衡活塞2Cr13 (棒料) 。
4、泵轴的核算
4.1、强度核算
泵轴最小抗扭截面直径<48mm,位于外齿联轴器内侧。
按扭转强度条件,最小轴径核算为:
dmin =A0(P/n) 1/3
式中dmin ———最小轴径, mm
A0 ———计算系数,取A0 = 104
P———轴功率, P = 190kW
n———轴转速, n = 2940 r /min
计算结果: dmin = 42mm,小于泵轴实际最小抗扭截面直径<48mm。
5、制造与检验
5.1、对泵轴的要求
锻造能够提高泵轴材料3Cr13的机械性能,为避免可能的锻造缺陷所带来的隐患,应在调质处理之后对泵轴在制品进行超声检验。
检验结果不允许有当量直径大于3mm的单个缺陷以及当量直径小于3mm的缺陷密集区存在;
粗加工之后的调质处理执行1050℃ ×30min油冷加670℃ ×120min水冷的规范,避免回火脆性;
5.2、对转子的要求
转子应进行动平衡试验; 试验精度应达到GB9239 - 88规定的G2.5级;平衡试验的去重部位应于叶轮盖板的外侧;打磨去重应保持圆滑过渡,最大打磨深度不大于0. 5mm。
6、结语
高硫腐蚀是炼化装置连续运行的一大障碍,而根据设备的工况特点,有针对性地提高所用材料的耐蚀性能是解决这类问题的有效途径。某炼油厂焦化装置的辐射进料泵型号HG2BR3 /6经技术改造后在稳定运行18个月后的解体检查中表现良好,冲刷磨蚀的痕迹微乎其微,这说明了失效分析和所采取的改造措施的正确性和有效性。