电真空器件的氦检漏前的准备工作
1、真空检漏时的环境要求
最佳操作温度:15~30 ℃,湿度≤70 RH。检漏环境要清洁且通风良好(消除空气中氦含量,氦浓度太高,仪器输出氦信号不稳定),气流平稳,不得有强电磁干扰和强烈振动,现场需备有温湿度和大气压力监测装置。
2、抽气口检漏台
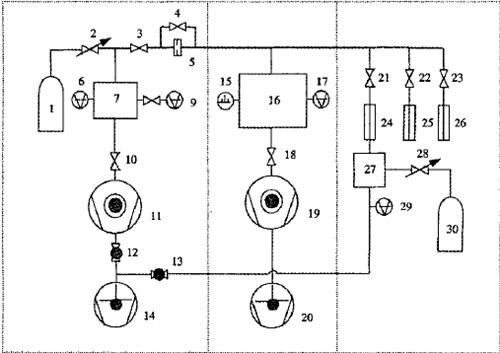
根据电真空器件结构特点和承载要求,设计加工合理的检漏台(见图2),与检漏仪自带检漏口密封连接。图3 为所设计检漏台的三维图。被检工件可借助密封模具置于检漏台3 上,检漏口1用橡胶塞密封,通过检漏口2 抽真空后即可检漏。对于重量超载或少数特殊结构不能置于检漏台上的零部件,可通过检漏口1 进行气密性检测。即采用真空橡胶管连接检漏口1 与被检件,检漏口2用盲板或橡胶塞密封,检漏仪抽真空后可对被检工件进行检漏。所设计检漏台承重≤30 Kg,可使具有不同尺寸的被检件配合使用不同口径、不同形状的密封模具进行抽真空密封,从而实现真空气密性检测。

图2 氦质谱检漏仪结构简图

1,2.检漏口;3.检漏台;4.三通
图3 检漏平台三维图
3、仪器校准和灵敏度测试
GB/T13979 要求对仪器进行校准,校准漏孔每隔一定的周期需送到计量机构重新标定,送检周期不超过2 年。ASM192T2 氦质谱检漏仪出厂缺省值的内部自动校准设为ON,因此,该检漏仪开机时就进行自动校准,如校准失败,则需检查故障原因,排除故障。如果在使用中发现检漏仪反应能力欠佳也需及时进行校准,但当复校最小可检漏率增大到最小可检漏率的65%以上,或正常操作调整后指示值仍低于校准漏孔的标称值时,说明检漏仪的灵敏度下降。漏率的读数偏低,检漏仪应进行清洗、修理或重新标定。
目前,氦质谱检漏仪常用的参考漏孔是薄膜渗氦型漏孔,一般用10-8 Pa·m3/s 量级标准漏孔来校准10-10 Pa·m3/s 低量级的漏率。如果用宽范围内不同量级的校准漏孔与检测到相同量级的漏率来进行校准,检漏的定量结果更加可靠[5]。但是,固定漏率的渗氦型漏孔只能对仪器本身进行灵敏度校准,即反映一种仪器、方法或一套系统在特定条件下所能检测到的最小漏率,也就是检漏灵敏度。而实际检漏中所能达到的检漏水平不仅仅依赖于仪器本身,真空技术网(http://www.chvacuum.com/)认为还与被检系统以及检漏方法有着很大的关系。
例如,当采用分流泵或累积法时,最小可检漏率就会随之变高或变低。因此,有必要区分开检漏仪本身的灵敏度校准和检漏灵敏度校准。检漏灵敏度qmin 是指氦质谱检漏仪和检漏系统在具体的工作条件下,纯示漏气体通过漏孔时氦质谱检漏仪所能检出的最小漏率。在进行漏率测试时,采用标准漏孔标定系统检漏灵敏度。检漏灵敏度测试qmin 可通过如下公式计算:

式中:Q0 为标准漏孔的漏率;In 为检漏仪噪声;I1 为检漏仪对标准漏孔输出的指示值;I0 为标准漏孔未喷氦时,检漏仪的本底值。通过实际测试,检漏设备的检漏灵敏度qmin=1×10-12 Pa·m3/s,优于电真空器件检漏灵敏度的设计指标5×10-9 Pa·m3/s。
4、被检件与检漏模具
待检的零部件,在检漏之前要去除外表面的油垢、污物,并进行高温除气处理,目的是使漏孔不被污物、油、有机溶剂等堵塞,检漏仪的泵和管道不被污染,避免工件出气影响检漏结果。检漏模具要防止变形且保持干燥清洁。
与 电真空器件的气密性检测 相关的文章阅读:
1、电真空器件的气密性检测
http://www.chvacuum.com/leakhunting/095446.html
2、电真空器件的氦检漏前的准备工作
http://www.chvacuum.com/leakhunting/095447.html
3、电真空器件的常用检漏方法
http://www.chvacuum.com/leakhunting/095448.html
4、电真空器件的气密性检测时的注意事项