泡沫真空冷冻干燥的实验研究
本文对泡沫冷冻干燥保护剂的配方及过程参数进行了四因素三水平的正交实验研究,确定了各因素对发泡效果影响的显著性。其中发泡真空度对发泡高度的影响最显著,明胶及Pluronic-F68 用量其次,搁板温度的影响最不显著。应用发泡效果最佳的配方及过程参数,进行了1 ml 样品的泡沫真空冷冻干燥实验,一次干燥时间3 h、二次干燥时间12 h,所得样品剩余含水量小于2.0%。
冷冻干燥是生物制药、高档食品和化妆品生产以及超细粉体生产领域广泛应用的技术之一。由于其制品具有保存期限长、使用方便、便于运输、可常温保存等优点,在疫苗、微生物的保存中冷冻干燥方法也经常被运用。与其它常见干燥方法如烘干法相比,冻干生产的周期长,能耗大,这些缺点制约了冻干技术的应用范围。
为提高冻干生产的效率、减少其能耗同时又能保持其制品的优点,近年来有国外学者针对兽用疫苗提出了一种新的干燥方法,泡沫真空冷冻干燥,其特点是:对物料进行前期预处理,载入发泡剂,配合抽真空等手段使物料膨松成泡沫状,然后在真空下加热完成一、二次干燥,从而除去物料中的水分。新方法由于发泡后物料的比表面积显著增大,传热、传质情况能得到明显改善,从而极大地提高了干燥速率。运用此方法,国外学者已干燥保存了流感病毒、支原体、牛瘟病毒等,取得了良好的实验效果,还有学者尝试采用此方法干燥食品。
国内目前关于泡沫真空冷冻干燥研究的公开报道还很少见。为了促进泡沫真空冷冻干燥技术在我国的应用和推广,本文拟对泡沫真空冷冻干燥工艺开展实验研究,确定影响发泡效果的主要因素,并以发泡效果最佳的工艺参数进行瓶装1ml样品的泡沫真空冷冻干燥。
1、材料和方法
1.1、实验材料
本文实验采用的泡沫真空冷冻干燥配方包含40%蔗糖、2%精氨酸、1%甘油、0.025 mol·L-1 磷酸盐缓冲液(pH 7.2)以及一定比例的Pluronic-F68、明胶,预期用于鸡新城疫活疫苗的保存。其中Pluronic F-68 作为发泡剂,在系统抽真空时使溶液膨松成泡沫状;明胶作为稳定剂,使产生的泡沫结构稳定。
1.2、实验装置
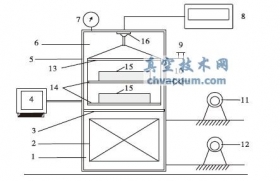
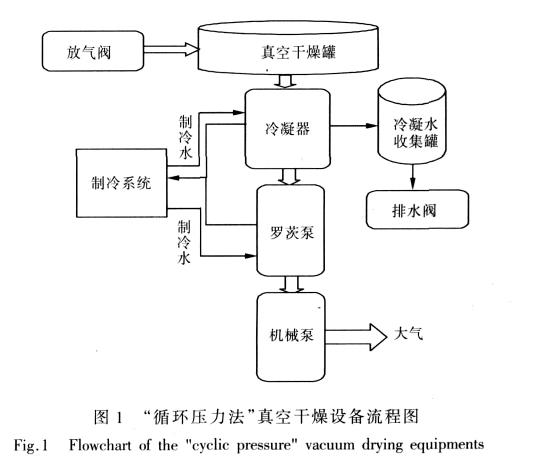
所使用的冷冻干燥装置简图如图1 所示。搁板下面布置有电加热器,其功率输出由PLC 控制,从而控制搁板的温度。制冷系统采用单级蒸汽压缩式,混合制冷工质在压缩机内被压缩成高温高压的蒸汽后进入冷凝器中,冷凝后的低温低压流体分为两路,分别在两个手动节流阀中进行节流、调节流量,随后两股流体分别进入冻干箱中的搁板和冷阱盘管中进行制冷,完成一个制冷循环,实验时冷阱温度约为-60 ℃。真空泵为三相供电,接在西门子MICROMASTTER440 变频器的输出端,通过控制真空泵的抽速,配合真空微调阀开度调整,达到精确控制干燥箱真空度的目的。使用Agilent 数据采集仪每6 秒钟采集一次样品内部温度数据。样品在搁板上预冷后开始抽真空发泡,由于抽真空速率过快会引起溶液喷瓶,同时也为了得到更好的发泡效果,发泡过程需分阶段进行,先使干燥箱内达到一定的真空度,保持两分钟后将真空控制在10 Pa以内。
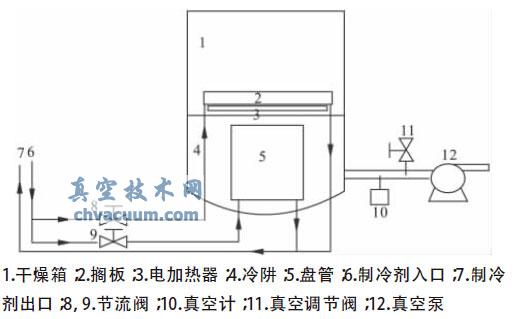
图1 实验装置简图
1.3、实验方案
泡沫真空冷冻干燥过程如下:预冷→发泡→冻结→一次干燥→二次干燥→密封。实验包括两部分,第一部分通过设计正交实验确定影响发泡效果的因素,第二部分在第一部分基础上进行,以最佳发泡效果对应的工艺条件进行1 ml 样品的泡沫冷冻干燥。通过文献调研及初步实验,作者确定了Pluronic F-68 以及明胶的含量、搁板温度、真空度等四个会影响发泡效果的因素。因素水平范围如表1 所示,正交实验表按L9 (34)安排。每个实验重复三次。发泡效果的指标为发泡高度和一次干燥时间,发泡高度越高、一次干燥时间越短,说明所选取的工艺条件越佳。第二部分实验的步骤如下:1)取1 mL 样品溶液装在Φ22 mm西林瓶里,装液高度约2.5 mm,半盖上瓶塞,放置于搁板上,预冷30 min;2)抽真空发泡;3)一次干燥3 h;4) 搁板温度升温至32 ℃进行二次干燥,时间12 h;5)样品的剩余含水量测定采用烘干称重法,电子天平采用梅特勒- 托利多的AL104型,精度为0.1 mg,实验重复三次。
表1 正交试验因素表

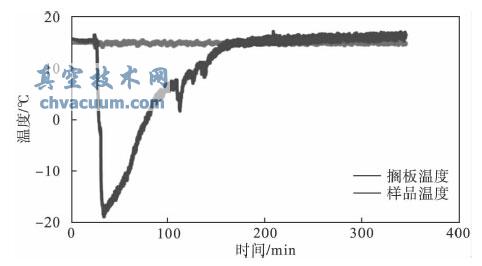
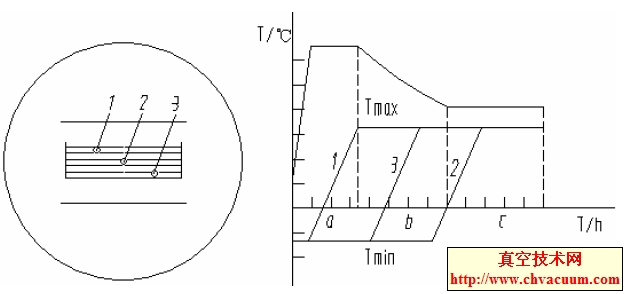
图2 实验过程温度曲线
2、实验结果与讨论
实验过程中搁板和样品内温度曲线如图1所示。在一次干燥过程中温度升到10 ℃左右时样品温度会出现突然的下降,是由于局部自由水分布不均匀导致泡沫结构发生相变所致。在样品温度趋于搁板温度时认为一次干燥过程结束,随后升高搁板温度进行二次干燥。试验中未遭遇喷瓶现象,即泡沫溢出瓶口。表2 给出了不同工艺条件下的一次干燥时间和发泡高度,这两组数据之间没有明显相关性,即在试验条件下并非发泡高度越高一次干燥时间就越短。9 组实验的一次干燥时间均在120~145 min 之间,各组时间的差别不大。表3 列出了对发泡高度的方差分析。根据所求得的F 值可知,因素B 发泡采用的真空度对发泡高度的影响最显著,其次因素C 明胶含量、D 发泡剂含量对发泡高度的影响也比较显著,而因素A搁板温度的影响不显著。在因素组合为A1B1C2D3,即搁板温度为15 ℃、发泡真空度为50 Pa、明胶用量为3%、Pluronic F-68 用量3%,发泡效果最好。采用该因素组合进行第二部分实验,得到的干燥样品的剩余含水量均小于2%,该水分含量能够保证样品在较高环境温度(如37 ℃)下安全储存。
表2 不同工艺条件下的发泡高度及一次干燥时间

表3 发泡高度显著性分析表

本文在影响因素的选择方面参考了文献和。参考文献的F68 和明胶用量发泡效果均不理想,文献对F108、F87、F68 三种发泡剂的效果进行了实验研究,发现含量在3%(W/V)时发泡效果最佳,本文所得F68 最佳用量与该文一致。文献的泡沫冷冻干燥将真空抽到50 mTorr,而根
据作者的初步实验结果,直接将真空度抽到这么低,泡沫极容易破裂,甚至会导致喷瓶,因此进行泡沫冷冻干燥实验时采取分阶段抽真空的方法,发泡阶段的真空度水平根据初步实验选取范围为50~200 Pa。从本文实验结果来看,只要发泡达到一定效果,如表2 中最小的13 mm,与初始装液高度比为5.2,对于一次干燥时间的影响有限。对于二次干燥时间的影响,作者由于实验条件的限制未加开展研究,但从传热传质理论出发,能够预计到随着发泡效果变好二次干燥时间会缩短。根据第二部分实验结果,对于1 ml 样品采用泡沫真空冷冻干燥技术达到剩余含水量低于2%,耗时不超过16 h,该时间约为传统冷冻干燥耗时的一半。
3、小结
作为一种新兴的干燥技术,泡沫真空冷冻干燥既能保持冷冻干燥带给制品的一些优点,还能缩短生产时间、降低生产能耗,在生产效率和成本方面具有一定优势。本文对含有常见冻干保护剂蔗糖的溶液进行了泡沫真空冷冻干燥实验,对可能影响泡沫生成和稳定的四个因素进行了正交实验研究,并对应用发泡效果最佳的因素组合生产的样品的剩余含水量予以检测。在干燥时间明显缩短的情况下样品剩余含水量也能达到低于2%的水平。本文所得结果对泡沫真空冷冻干燥工艺的开发具有指导价值。