42CrMo钢空气离子氮氧共渗研究
采用不同空气流量对42CrMo 钢进行离子氮氧共渗,并和常规离子渗氮进行对比。利用金相、显微硬度计、X 射线衍射仪、电化学性能分析测试仪对复合渗层的显微组织、厚度、物相、表面硬度及耐蚀性进行了测试和分析。研究结果表明,普通空气可用作42CrMo 钢离子氮氧共渗处理的氧气源;同样温度和时间条件下,离子氮氧共渗比常规离子渗氮的渗层厚,表面显微硬度提高,硬度梯度更加平缓。同时,渗层中物相含微量Fe3 O4,起到提高耐蚀性的效果。同时,研究发现,空气流量0.3 L/min 为最佳工艺参数。
42CrMo 钢具有高强度、高韧性和淬透性好等良好综合性能,被广泛应用于齿轮。为满足齿轮表面耐磨、心部良好韧性的设计要求,进一步扩大其应用领域,一般都要进行表面热处理。其中,离子渗氮技术已被广泛应用于钢材表面强化处理,但在工业生产中由于渗氮周期长速度慢,增加了经济成本,离子氮氧共渗复合工艺有效提高了渗氮速度,获得更优的渗层性能。
离子氮氧共渗是在离子渗氮气氛中添加含氧气体进行的复合化学热处理工艺,与常规离子渗氮相比,该工艺处理的试样具有较大化合层厚度,较高的表面硬度,同时渗层中含有Fe3O4物相,该物相结构致密,具有较高的电化学稳定性,显著提高其耐蚀性。
本研究探索普通空气是否可作为离子氮氧共渗的氧气源,并系统研究不同空气流量对42CrMo 钢离子氮氧共渗复合渗层组织与性能的影响,探讨离子氮氧共渗复合处理机理。空气离子氮氧共渗可带来的显著优点是操作方便,可减少采用其他气源造成的成本增加、环境污染,尤其可大大提高渗速。
1、实验材料及方法
实验材料为调质态42CrMo 钢,其化学成分( 质量分数为:0.39% ~0. 42% C;0.16% ~0.24% Mo;0.75% ~1.0% Mn;0.15% ~0.34% Si;0.9% ~1.02%Cr;其余为Fe。采用线切割切成10 mm × 10mm × 5 mm 试样,表面依次用240 目-2000 目的SiC砂纸磨平,再用金刚石抛光至镜面,最后用无水乙醇在超声波中清洗10 ~15 min,并用吹风机吹干,待用。
离子渗氮共渗复合处理工艺流程如图1 所示,主要分如下三步:首先,向LD-8CL 型直流等离子体渗氮炉内通入氢气进行溅射加热和清洁处理;当达到设定的离子氮氧共渗温度后同时通入氢气和氮气和不同流量的空气进行离子氮氧共渗。离子氮氧共渗温度为550℃、时间为4 h,氢气和氮气流量恒定,分别为0.6 和0.2 L /min。离子氮氧共渗结束后,关闭所有气源待试样在离子渗氮炉内冷却到到室温。所采用的离子氮氧共渗工艺参数如表1 所示。
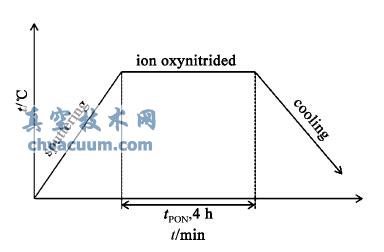
图1 离子氮氧共渗工艺流程图
采用金相显微镜和JSM-6510 型扫描电镜(SEM) 对截面组织进行观察;D/max 2500 型X 射线衍射(XRD) 仪对渗氮层物相进行分析;采用TD7300 型电化学测试系统在3.5% NaCl 溶液中进行,测量离子氮氧共渗后的试样在室温下的极化曲线,参比电极为饱和甘汞电极(SCE) ,辅助电极为Pt电极,初始电位为-1.6 V,终止电位为-0.4 V,扫描速度为1 mV/s。表1 离子氮氧共渗工艺参数对离子氮氧共渗白亮层厚度和硬度的影响。
2、结论
(1) 普通空气可以作为离子氮氧共渗氧气源,且添加适量空气可大大提高42CrMo 钢离子渗氮速度。
(2) 42CrMo 钢空气离子氮氧共渗处理后,渗氮层物相发生改变,渗层中出现具有良好电化学稳定性的Fe3O4相,从而进一步提高渗氮层耐蚀性。
(3) 42CrMo 钢空气离子氮氧共渗处理后,化合层厚度比常规离子渗氮厚度提高50% 以上,有效硬化层深度提高100 μm 以上。
(4) 空气离子氮氧共渗处理后,表面硬度最大达到790 HV0.05,比常规离子渗氮提高60 HV0.05,且渗层硬度梯度更加平缓。
(5) 空气流量v空= 0.3 L /min 时为最佳工艺参数,获得最佳渗层。