低真空脉冲离子氮化工艺试验
本文就低真空脉冲离子氮化这种新设备、新技术进行了工艺试验。应用金相检验、扫描电子显微镜分析、X 射线能谱分析等进行了检测分析。确定了低真空脉冲离子氮化的最佳工艺参数,制定出脉冲离子氮化的热处理工艺方案。
低真空脉冲离子氮化(LDMC)是一项新技术(新设备、新工艺),较传统的(LD)离子氮化具有很多优点,首先是脉冲离子氮化具有物理参数单独控制、工艺参数独立调节且变动范围大的特性;由于脉冲电源对弧光放电的抑制作用,因此对于很多零件无需堵孔、可获得高质量的表面、绝无灼伤;能提高层深、节能、能提高设备的利用率;可在深孔、窄缝、微孔内实现离子氮化。本文是新设备投产前的工艺试验及脉冲离子氮化的工艺研究。
1、试验设备及试验方法
我们进行工艺试验设备的型号是LDMC-150E脉冲离子氮化炉,该低真空脉冲离子氮化设备的外观全貌见图1a,是由脉冲电源控制柜、两台机械真空泵、离子氮化真空炉体、供氨系统等组成的。该设备试验时用的是模拟工件,试块的材料是35CrMoV,共进行了五炉工艺试验。氮化工艺过程是先对设备抽真空,然后通入氨气、升温、保温进行氮化。
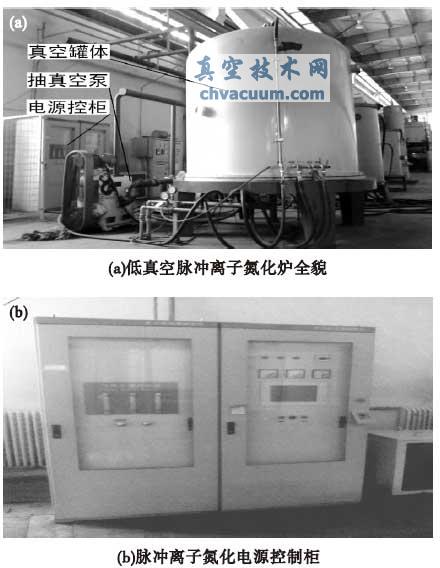
图1 低真空脉冲离子氮化炉
2、工艺试验参数及数据
五炉脉冲离子氮化工艺试验的工艺参数见表1,脉冲离子氮化的氮化层厚度和表面硬度的试验结果见表2,表2 中离子氮化厚度金相法检验用的腐蚀剂是马氏试剂。
表1 脉冲离子氮化工艺试验的工艺参数
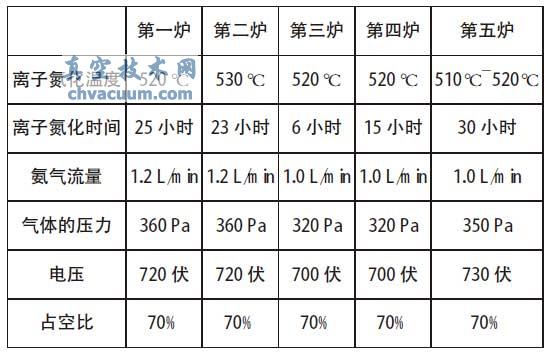
表2 脉冲离子氮化工艺试验的结果(氮化层深mm/表面硬度HV)

第一炉模拟工件上下摆放了五层,每层放了一个试块,试块编号从下往上分别为1# 试样到5# 试样,氮化层深度从下往上由深变浅,表面硬度从下往上由低变高,说明炉子的下面温度高,上面温度低,炉内的温度场分布还是符合规律的。第五炉离子氮化的温度场分布特别均匀,除了放在最顶部的4#、8# 试样以外,其余所有的试样无论是放在外侧、里侧还是侧面,氮化层深都在0.60 mm 左右,表面硬度都在HV600 以上,无论是氮化层深还是表面硬度都比较均匀,上面的温度低这是离子氮化温度场的客观现实,解决的办法也很简单,在最上层工件的上面放一个假工件,将温度偏低的情况转移到假工件上就可以了。
我们对第五炉的1# 和7# 试样进行了硬度梯度测试,在DMH-2LS 型显微努氏硬度计上进行硬度实验, 硬度梯度曲线见图2, 根据GB/T 11354-2005 标准中有关规定,用维氏硬度计从边缘往中心垂直打硬度,打到高出心部30~50 HV(HK)处作为全硬化层深度,由该标准得出,1# 试样的渗层深度为0.60 mm,同金相检验的结果是吻合的。7# 试样的渗层深度为0.55 mm,略低于金相法结果。
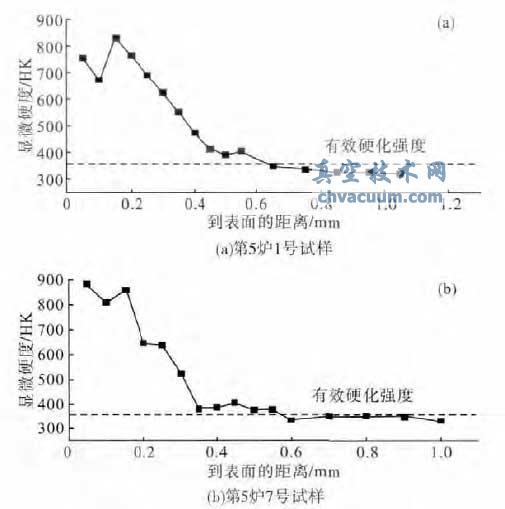
图2 氮化层深度的硬度梯度曲线
3、脉冲离子氮化层显微分析
我们用4% 硝酸酒精腐蚀后, 在DMI -3000M 型金相显微镜下观察氮化试样的心部原始组织见图3a,心部具有均匀弥散的回火索氏体组织。用马氏试剂腐蚀后的心部金相组织见图3b,心部组织的游离铁素体为二级,参照GB/T 11354-2005 钢铁零件渗氮层深度测定和金相组织检验标准,扩散层的氮化物级别为二级见图3c,没有脉状、网状氮化物,图3d 是它的扫描电镜照片。图3e 是渗氮层的金相组织照片,为含氮的索氏体,图3f 是它的扫描电镜照片。X 射线能谱分析的结果是:渗氮层N/Fe 为30/68、26.5/71.5,说明以ε 相为主。
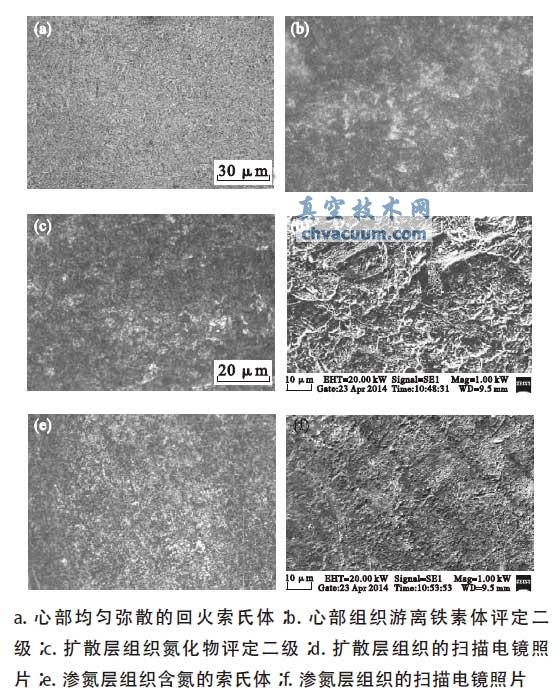
图3 脉冲离子氮化的金相和SEM 照片
4、脉冲离子氮化工艺方案
4.1、离子氮化工件的预先热处理
为了保证渗氮件心部具有必要的力学性能,为获得良好的渗氮层组织性能提供必要的原始组织,也为提高心部硬度、增强基体对表面渗氮层的支持能力,零件离子氮化前要预先进行调质热处理。
4.2、离子氮化工件的清洗
虽然脉冲离子氮化大大减少了清理打弧阶段的时间,但通过脉冲离子氮化工艺试验,发现氮化工件的清洗对于脉冲离子氮化同样是极其重要的。
4.3、离子氮化的气源
脉冲离子氮化炉也应配备裂解炉,氨气分解成比例为1:3 的氮、氢混合气,再通入离子氮化炉内,这样就可以避免用冷氨进行离子氮化处理的缺点。
4.4、合理配装炉及辅助阴阳的设置
达到各工件或工件各部位的温度均匀一致,需要时可增设辅助阴极或辅助阳极。
4.5、气体的流量
经过工艺试验,保温工作流量控制在1.0~1.2 L/min 之间比较合适。
4.6、气体的压力
离子氮化的工作气压范围一般为100~1200Pa,处理机械零件最常用的气压范围是266~532 Pa,本设备推荐气体的压力为300~400 Pa 左右。气体的压力对总渗层没有影响,只对化合物层的相结构和厚度产生影响。
4.7、离子氮化温度
离子氮化温度是离子氮化极为重要的工艺参数,温度的高低影响到渗氮速度、表面硬度、化合物层相结构和厚度、工件的变形度等。经过脉冲离子氮化的工艺试验,离子氮化温度选择520~530 ℃是比较合适的。
4.8、离子氮化时间
离子氮化的时间主要根据零件所要求的渗层深度,所采用的离子氮化温度来定,经过工艺试验,我们认为比传统的LD 离子氮化可稍为短一点。
4.9、离子氮化电压、占空比
离子氮化时的电压和电流密度的大小主要取决于渗氮温度、气压、阴阳极距离等。实验表明,辉光电流密度在0.5~20 mA/cm2 范围内改变时对渗层的硬度和深度没有明显的影响,一般认为在保温阶段取电流密度在0.5~5 mA/cm2,电压在400~800 V,阴阳极之间距离取30~70 mm 时加热功率最小。我们通过脉冲离子氮化的工艺试验,认为电压在700 V 左右、占空比70%左右比较合适。
5、结论
我们通过低真空脉冲离子氮化工艺试验确定的脉冲离子氮化热处理工艺参数和工艺方案,在几年的实际生产应用中效果很好。












