TC4表面激光渗氮研究
以TC4 合金为基材,利用连续激光器对表面激光渗氮,生成了金黄色的氮化层。用SEM,EDS,XRD 对试样渗氮层的微观组织结构、元素分布以及物质组成进行了分析,结果表明生成了氮化钛的缺位式固溶体。表层由氮化层、热影响区及母材组成。渗氮层与基材之间处于完全冶金结合状态,结合力大,不易剥落。利用显微硬度仪对渗氮层进行硬度分析,表层硬度提高了4 倍以上,显微硬度≥1000HV0.3 的厚度超过100 μm。
1、引言
钛合金由于高比强度、耐腐蚀性、中低温性能稳定,同时具有特殊功能,比如:超导,记忆功能等,因而在航空航天、船舶、体育器械、电力、医疗等领域获得日益广泛的应用。但是,由于钛合金属于粘性材料,硬度低,耐磨性差,限制了进一步应用,特别是在滑动摩擦条件下作为摩擦副零部件的使用范围。因此如何提高钛合金的表面硬度及耐磨性是目前研究工作中的热点和难点。
传统的表面改性技术,如等离子喷涂、表面化学热处理、气相沉积技术、电镀、离子注入技术等可以有效提高钛合金表面耐磨性。但是这些方法都存在一定的缺点,有的需要对工件进行长时间整体高温加热而引起工件变形,有的钛合金表面涂层与钛基材结合力较弱,容易剥落等等。激光表面渗氮技术可以获得具有硬度高、耐磨耐蚀渗氮层的钛合金。加工后的氮化层与基体属于原位冶金结合,结合强度大,不易剥落。激光表面渗氮是利用高能量密度的激光作用于处在氮气气氛中的钛合金表面并使其表面熔化,氮气与熔池金属发生强烈的冶金/化学反应,从而获得高硬度的氮化层达到改善表面耐磨性的目的。
通过在TC4 表面进行激光气体渗氮,成功获得以TiN 为增强相的氮化层,重点分析了氮化层的组织结构、渗氮层深度及显微硬度的变化趋。
2、实验材料及实验方法
实验用钛基材为TC4,其化学成分如表1 所示。试样大小为10 mm × 15 mm × 35 mm,其中15mm ×35 mm 面作为激光气体氮化面。首先用800号的SiC 砂纸试样表面进行打磨,然后用丙酮擦洗该表面。试验用激光器为GS-TFL-10KWCO2型连续激光器,激光波长为10.6 μm。用环隙喷嘴直接向熔池吹送工业纯氮气,可以确保在纯氮气气氛下进行激光表面氮化,实验装置图见图1,氮气流速为25 L/ min,其余工艺参数见表2。
表1 TC4 合金的化学成分(单位:wt% )

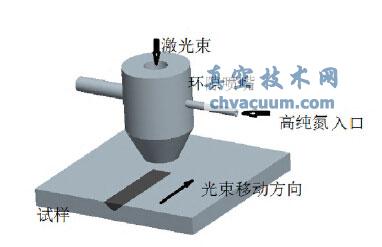
图1 激光渗氮试验装置图
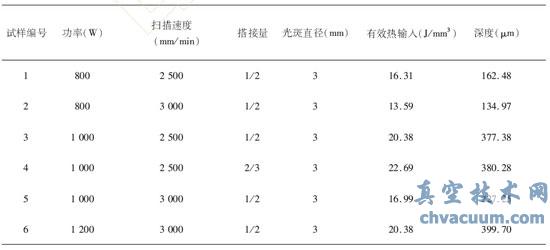
表2 实验工艺参数
4、结论
1)对钛合金进行表面激光渗氮,可生成金黄色的氮化钛,生成的氮化钛为缺位式固溶体。
2)对钛合金进行表面激光渗氮,表面最高硬度超过1900 HV0.3(距试样表面30 μm 处的硬度值),钛基材硬度为365 HV0.3,氮化后表面硬度提高了4倍以上,硬度≥1000 HV0.3 的氮化层厚度超过100 μm。
3)搭接量的变化对深度变化影响不大;功率对氮化层深度值影响较大并且随着功率的增加其氮化层深度增加;扫描速度对氮化层深度影响较大,并且在相同的功率及搭接量下,随着扫描速度的增加其熔深减小。
4)当有效热输入到达20 J/"3时,渗氮层深度达到平稳,不再增加。












