氧气切断球阀的研制
介绍了氧气切断球阀的结构特点以及所需满足的苛刻工况要求;采用有限元分析方法对阀体、球体、阀座、支撑板、阀杆等承压件的强度进行了有限元分析;介绍了对球体磨削、零部件装配等关键制作步骤的控制过程;结果表明,研制成功的氧气切断球阀可以满足苛刻工况要求,实现了氧气切断球阀的国产化生产制造。
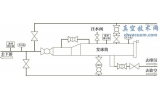
氧气切断球阀广泛应用于各种煤化工、石化、钢铁、冶金、空分等行业。由于氧气切断球阀所处工况属易燃、易爆环境,任何外漏和内漏都有可能造成激烈燃烧、爆炸等严重后果,因此,对氧气切断球阀的设计、选材、加工、制造、脱脂、装配、包装等环节都提出了严格的要求。过去由于受到装备和工艺的限制,国内无法生产氧气切断球阀,长期依赖进口,导致阀门价格昂贵,供货周期较长,且维修极为不便,不利于我国能源计划的顺利实施和阀门制造业的发展。因此氧气切断球阀的国产化具有十分重要的社会意义和经济意义。笔者拟重点介绍针对氧气切断球阀国产化所进行的研究、设计和制造。
1、氧气切断球阀苛刻工况要求
(1)材料选择。选择金属材料时,金属的可燃性是关键考虑的问题,而金属材料的化学成分、部件厚度、温度、氧气压力、氧气纯度是影响金属可燃性的主要因素。根据在使用条件下金属的可燃性,对氧气流速有所限制。如果阻燃金属材料在系统设计压力下能够阻燃,则不需要限制流速。选择非金属材料时,需评估与氧气的兼容性。在1个火种链中,非金属材料往往起到链接的作用,因此非金属材料燃烧产生的热和自燃温度(AIT)是2个重要的参数。
(2)密封要求。氧气切断球阀的密封需要满足ANSIB16.104计算。由于计算公式是由密封面的平均直径得出的平均密封比压,不能反映密封面的密封比Ⅵ级要求,故主阀体与副阀体连接处密封和阀杆填料处密封需按标准ISO15848-1或SHELLMESCSPE77/312进行微泄漏测试。
(3)防火和防静电功能。氧气切断球阀设计需考虑失火安全(firesafe),一旦失火,阀门的外漏和内漏不能超过API607规定的泄漏标准。软密封的氧气切断球阀的球体被非金属材料所夹持,有可能产生静电,必须与阀体导通,在24VDC下,电阻值<10Ω。同时,氧气切断球阀阀体两端需设计静电连接导出组件与接地电缆连接。
(4)自动泄压功能。氧气切断球阀必须具备阀腔自动卸压功能。当阀门关闭后,阀腔内压力高于关闭压力时,能自动卸压至压力低的一侧。
(5)内部表面光洁度。氧气在氧气切断球阀内高速流动时,若碰到毛刺、凹槽、凸肩等将发生高速摩擦,产生热量,一旦碰到碳化物还有可能发生爆炸事故。因此流道内壁和切断球阀内件的几何形状应圆滑过渡,表面光滑。内部表面光洁度必须满足ISO8501-1Sa2的要求。
(6)清洁要求。如果氧气切断球阀内腔存在油脂、灰尘、铁屑、铁锈、水锈、焊渣等极小的固体颗粒杂质,在氧气通过氧气切断球阀时,可能造成激烈的燃烧、爆炸等严重后果,因此,凡接触氧气的零部件必须清洁干净。氧气切断球阀运输和安装时需作禁油处理,氧气切断球阀需有明显的禁油标记。
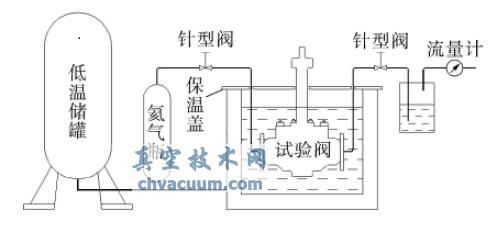
(7)密封试验。由于氧气切断球阀输送的介质是氧气,高压和低压密封试验介质都必须采用氮气。采用氮气试验可以保证最小的污染和腐蚀。
2、结构特点
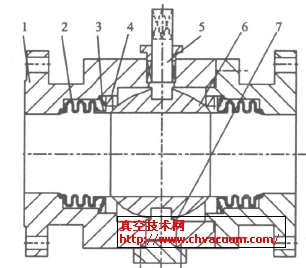
氧气切断球阀的结构形式见图1。
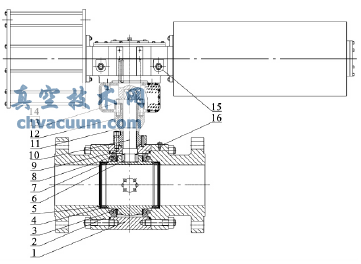
图1 氧气切断球阀结构形式
1—主阀体;2—副阀体;3—球体;4—阀座;5—碟形弹簧;6—传动销;7—轴承;8—支撑板;9—减磨垫;10—阀杆;11—支架;12—低泄漏脱脂组合填料;13—有机玻璃防尘板;14—执行机构连接板;15—执行机构;16—静电连接导出组件
氧气切断球阀主要结构特点如下。
(1)主阀体和副阀体均采用锻件,以克服铸件固有缺陷(如气孔、夹渣、疏松等)。主阀体和副阀体采用高强度螺栓连接,连接处设置密封垫片,以保证无外泄漏。
(2)球体上下的支撑轴由支撑板固定在副阀体上,采用固定球支撑板结构。球体与支撑板采用低磨擦系数轴承,实现低扭矩设计。
(3)球体和阀座表面进行特殊硬化处理,可大幅提高耐磨性和抗高压氧气吹扫能力。球体流道孔边缘经过钝化,以保证硬化表层不会脱落。球体直径比传统设计的球体直径大,允许有5%~7%的额外行程,可大幅降低流道孔边缘磨损,并消除因执行机构不准确关闭而造成的意外泄漏。球体磨削后与阀座配对研磨,以确保球体与阀座金属密封面100%密合。
(4)在低压下,通过碟形弹簧的预紧力和介质的压力实现密封,在高压下通过介质的压力实现密封。碟形弹簧在确保密封性能的同时还能避免碟形弹簧前后聚集颗粒异物,也避免了圆柱螺旋弹簧容易进入颗粒而发生推力不均匀,使氧气切断球阀产生内泄漏。
(5)球体与阀杆通过圆柱销并采用过盈配合联接,联接后球体与阀杆近似1个整体,完全保证球体与阀杆同心,且操作力矩稳定。
(6)采用低泄漏脱脂组合填料,泄漏率满足ISO15848或SHELLMESCSPE77/312微泄漏测试要求。同时为提高阀杆表面的光洁度,采用毫克能表面加工设备的毫克能刀具进行精加工,加工后阀杆表面光洁度提高3级以上,粗糙度Ra达到0.2以下,且阀杆表面显微硬度提高20%以上。
(7)在执行机构连接板外设置有机玻璃防尘板,以防止灰尘和油污等杂质进入阀杆和阀体内,不会对阀门造成污染,不存在安全隐患。
(8)静电连接导出组件可将氧气切断球阀与地面连通,避免静电的聚集。
(9)氧气切断球阀输送介质是氧气,球体和阀座脱脂处理后在启闭过程中属于干摩擦,选择的执行机构的安全系数大于2。
3、承压件有限元分析
在传统阀门设计中,由于计算方法的限制,只能根据材料力学中提供的一些经验公式进行估算,这种方法不能全面反映阀门的应力状态,也不能给设计人员指出阀门的薄弱环节和改进方向。因此采用有限元分析作为氧气切断球阀的辅助设计是必要的,可为阀门设计提供帮助。承压件有限元分析按照ASME第Ⅷ卷进行,采用有限元分析的承压件有:①阀体强度有限元分析见图2;②球体强度有限元分析见图3;③阀座强度有限元分析见图4;④支撑板强度有限元分析见图5;⑤阀杆强度有限元分析见图6。

图2 阀体强度有限元分析
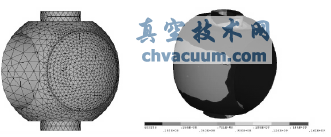
图3 球体强度有限元分析
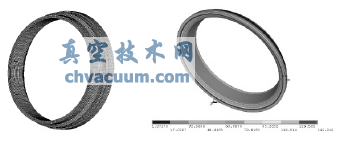
图4 阀座强度有限元分析
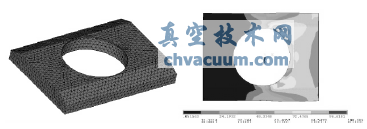
图5 支撑板强度有限元分析
图6 阀杆强度有限元分析
4、关键制造过程控制
(1)球体磨削。高的密封性能和低的操作扭矩是球阀设计工作者追求的2个既定目标,而这一目标的解决取决于磨球机的进步。为使球体磨削后的圆度≤0.002mm,需采用进口高精度数控磨球机进行包络线磨削加工。
(2)装配。氧气切断球阀零件装配前的脱脂采用特殊流程,分为生产前期、超声波1次清洗、超声波深度清洗、超声波脱脂4个步骤。所有氧气切断球阀均需在专用无脂阀门装配车间装配,采用脱脂手套、特殊装配工具装配。装配后采用高压氮气作为性能测试介质,试验后在脱脂检验室采用紫外线荧光灯检查,以确保氧气切断球阀清洁无油污。
5、结语
氧气切断球阀苛刻的使用工况,对氧气切断球阀的设计、选材、加工、制造、脱脂、装配、包装等环节都提出了严格的要求。研制中采用有限元分析对承压件进行有限元分析,同时对球体磨削和装配关键制造过程进行控制,使研制的氧气切断球阀满足苛刻工况要求。通过工业应用证明,国内完全有能力实现氧气切断球阀的国产化,并证明氧气切断球阀的研制是成功的。