阀杆拉伤问题分析及处理
描述了某制氢装置故障阀门的基本情况,分析了阀杆拉伤的原因,介绍了损伤部件的修复措施和检修效果。
一、前言
某石化厂制氢装置预转化反应器的三台进口手动操作的闸阀,在装置临时停车期间增加了电动执行机构,在进行电动机构调试时出现阀杆拉伤问题,导致装置不能按计划开车。通过对阀杆部件的检查和分析,进行修复后装置才重新开车。下面是故障阀门的基本信息。
所属单元:109单元Ⅱ系列。
工况:介质为转化气(含H2),操作温度510℃,操作压力3.0MPa。
阀门厂商:西班牙POYAM。
阀门参数:弹性闸板闸阀,DN450/CL600/RF,阀体材质C12A,阀杆材质F347H。
安装状态:阀门水平安装于水平管线,阀杆处于水平方向。
运行状态:两台阀处于常开状态,一台阀处于常闭状态。
使用期限:安装于2008年6月,截止2011年11月底一直处于正常使用状态。
启闭频率:装置开停车时,各进行一次全行程启闭,启闭频率低。
驱动形式:原配为手动蜗杆机构,后改成电动机构。
二、阀门故障情况
阀门原有驱动形式为手动蜗杆机构,装置开停车期间,几个人轮流不间断进行一次全开或全关操作需要耗时30min,这样既浪费人力资源又不能及时保证装置进入安全状态。鉴于此种状况,车间决定将驱动机构改为电动,经过对比和选型,最终确定选用ROTORK的电动执行机构,并于2011年11月底装置停车期间,进行电动机构的安装和调试。
1、问题的发现
阀门电动机构改装调试完成后的当天下午,操作人员就发现一台改装阀门的阀杆有严重的划伤(划伤情况是划痕布满近1/2阀杆圆周,可看见阀杆的光杆长度上均有很深的沟痕)。再检查另外两台同样改装的阀门,阀杆也存在不同程度的拉伤情况,阀杆和填料隔套的损伤情况如图1、图2所示。
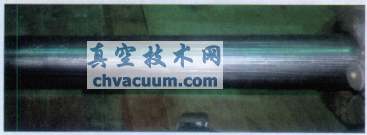
图1 阀杆的损伤情况

图2 填料隔套的损伤情况
2、解体检查
解体检查发现三台阀门的阀杆光杆部位、上密封部位、填料部位均有不同程度的严重划痕(最深1~2mm),上阀座环和填料隔套内有金属粉末和细微碎屑,上阀座硬质合金面有压痕,阀杆最大有2mm的径向圆跳动,解体测量数据见下表。
阀门解体测量数据表(单位:mm)

三、阀门故障原因分析
阀门在改装电动机构之前,运行状况一直良好无任何问题,这说明阀门是在电动机构的安装调试期间出现了问题。阀门产生如此严重的划伤(不是简单的刻线、拉毛和粗糙),最大的可能就是在阀杆与上密封部位进入了较硬的金属碎片或颗粒,金属碎片或颗粒在间隙较小的空间内,当阀杆动作时,阀杆表面与其配合的上阀座环内壁及填料隔套划伤。原因分析如下。
(1)阀门过开解体发现,上阀座密封面上有很深的压痕,可能有部分STL硬质合金物质脱落,进入阀杆与上阀座环和填料隔套的间隙。
(2)阀杆弯曲进行阀杆径向圆跳动量测量时,3号阀的阀杆的最大径向圆跳动为2mm,弯曲的阀杆可能对上阀座、填料隔套及填料压盖有很大的摩擦。过关或不平衡力会导致阀杆弯曲变形。
(3)配合间隙问题阀杆与其他几个密封件的配合间隙,尤其是与上阀座环的配合间隙过小。
(4)水平安装对于闸阀来讲,一般情况下应是竖直安装于管线,如安装空间不够,或为了方便操作与维护,才不得已水平安装。水平安装的情况下,沉重的阀板会给阀杆一个某种程度上向下的不良性力,部分恶劣工况下则可能会使阀杆产生一定的疲劳,同时使阀杆与上阀座环、填料隔套、填料压盖之间的底部间隙变小并增大摩擦力,进入间隙的杂质在水平方向也不容易落出。3台阀门阀杆的划伤部位基本都在阀杆水平方向的底面和偏下侧面。
(5)电动执行装置电动执行装置的设计、装配、调试不当是导致阀杆拉伤的直接原因。手动操作改成电动操作,毕竟与原阀门不是原配,在其结构的设计上,可能与手动阀门存在不协调的地方;装配的电动机构的轴心可能与原蜗杆机构不同心造成阀杆弯曲;调试方法不当,由于电动装置转速过快致使阀门产生过开或过关的情况,电动装置的扭矩过大,在全开或全关时,给阀杆或阀座一定程度的不平衡力,造成某种程度的破坏和不良影响,以致产生如此严重的损伤。
四、处理措施
1、阀杆修复
第一步,阀杆测绘。
第二步,阀杆直线度检测。
第三步,根据上一步的结果来判断是否需要校直。
第四步,根据阀杆拉伤情况按如下步骤执行修复工艺,用锉刀将拉伤处的毛刺去掉;对拉伤较浅的部位,使用扁铲加工至深1mm左右,然后用砂布或角磨机打磨粗化,此时将呈现出新金属表面;用TL-700金属清洗剂清洗表面,使被修复的表面无油、无尘和无污物等;根据阀杆材质选定金属粉末熔覆拉伤处。
第五步,激光熔覆和细部修整。根据测绘出来的阀杆图样在熔覆机上进行数控编程;熔覆拉伤表面处,根据伤痕深度反复多次执行熔覆;最终熔覆后的高处要求高出原有尺寸1mm以上;用车床、锉刀、刮刀和砂布等工具将高于原尺寸的熔覆层去除,操作时要随时测量,不要使熔覆层低于原尺寸,并且预留0.5mm作为精修整量;待尺寸达到精修余量时,分别用600号、800号的砂布继续打磨;当尺寸高于原尺寸0.2mm时,更换金刚砂,研磨至实际尺寸精度即可。
2、上阀座的修复
对上密封部位进行吹扫清洗,去除杂质。用砂纸对上阀座环内部进行打磨,去除不平整。测量上阀座及阀杆上密封面的几何尺寸,加工研磨胎具。找正后分别进行粗磨、细磨和精磨。
3、填料隔套的修复
有划伤的填料隔套,用激光熔覆后机加车削并抛光。后来更换了填料和中法兰大盖垫片。电动执行机构仍然装配,但还是利用手动进行操作,因为电动机构厂家还没有给出具体的故障意见。

催化裂化装置
五、结语
故障阀门的阀杆及相关部件修复装配后装置重新开车,现在阀门性能稳定,这说明阀门的修复效果很好。鉴于本次阀门电动机构调试时出现的问题,在进行同类操作时一定要做好技术准备工作,同时要制定好防范措施,以避免给企业带来不必要的损失。






