壳牌煤气化装置飞灰储罐锁斗阀技术改造
分析了飞灰锁斗控制阀出现故障的原因;提出了消除阀座加工误差、修复气缸力矩传递轴、增加阀座防尘装置的技改方案;结果表明,改进后阀门使用周期从原来的几天延长到几个月有以上。
河南煤化集团中原大化公司煤气化装置采用荷兰壳牌粉煤加压气化技术,生产甲醇50万t/a。该项目于2008年5月建成投产并顺利生产出合格甲醇产品。锁斗控制阀是煤化工气化装置飞灰气提冷却罐到中间飞灰储罐下灰锁斗控制阀。该阀为气动活塞式执行机构的硬密封切断球阀,由西班牙进口,价格十分昂贵。由于该阀门在使用过程中经常卡塞,无法启动或关闭,曾经几次返回国外厂家进行检修,但始终无法解决问题,阀门故障依然频发,严重制约了正常生产。我公司技术人员连同真空技术网(http://www.chvacuum.com/)的技术人员通过对故障原因的分析,对锁斗阀结构进行了改造,解决了困挠煤化工装置生产的瓶颈问题。以下简要介绍。
1、锁斗控制阀门概况
1.1、工艺参数
阀门类型为开关球阀,采用气动活塞执行机构,双作用形式。介质为煤灰,压力为0.8MPa,温度为70℃,阀体材质为WCB,阀门口径为DN200mm。
1.2、存在问题
锁斗阀自2008年5月开车以来,经常卡塞,无法正常使用。每当出现卡塞时,对阀门解体检查,清理灰尘后又恢复使用,但设备开车运行后随即又出现卡塞现象。由于出现故障时无法下灰,往往会导致气化炉因负荷过低而被迫停车,从而引起整个系统停车。
1.3、故障原因
(1)气动球阀的工作原理是气缸通过传动转轴带动阀杆转动,从而带动阀球绕阀球中心线作90°旋转,实现阀门的开启或关闭的目的。对于开关球阀来说,阀球与阀座的加工精度是很关键的问题。经过测量及计算,出现故障的阀球的加工误差竟达到+2.4mm,这样就无法保证阀球在工作时准确的中心位置。由于阀球的加工误差造成了阀门开启或关闭时的附加力矩,使阀门操作扭矩成倍增加,无法保证阀门良好的操作性能,造成阀门无法正常工作。
(2)该阀门执行机构与阀球靠力矩传递轴连接,阀球下端靠定位轴定位,检查后发现传递轴与气缸及阀球的连接部分配合间隙过大,定位轴的设计也不合理,传动轴与阀球中心及定位轴不在同一轴线上,造成阀球开启关闭不到位。
(3)该阀门是固定球气动球阀,工作时阀球绕阀球中心线作90°旋转而不产生上下左右的位移。阀座是浮动阀座,阀座背面采用了弹簧结构,关闭或开启时通过阀座在弹簧作用下产生位移,来保证良好的进出口双向密封性能。对该阀解体时发现,此阀弹簧腔内积满了灰,弹簧失去了作用,开启时阀座与阀球不能迅速脱离,而使浮动阀座变成了固定阀座,这就增加了阀门的操作力矩,造成阀门卡死,无法开启或关闭。
2、改造方案
锁斗控制阀结构示意见图1,改造方案如下。
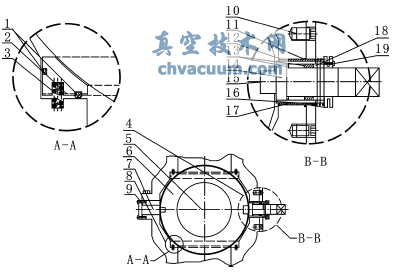
图1 控制阀结构示意
1)改造后增加的防尘罩 2)改造后去除量1/2e 3)弹簧腔 4)阀前定位机构 5)偏移量e 6)球芯 7)阀后定位轴 8)阀座 9)阀后密封环 10)阀前定位机构固定螺栓 11)阀前定位机构密封环 12)铜合金套 13)填料 14)汽缸力矩传递轴 15)增加的1/2e偏量 16)防松弹簧 17)填料压紧螺母 18)填料压盖 19)防松螺母
(1)针对阀球加工误差大而造成阀球不对中的情况,在无法对阀球处理的情况下,对金属阀座进行了加工处理,对阀球加工误差大的一面阀座的背面进行技术改进,重新测绘并加工处理,尽量消除因为阀球的加工误差而造成的操作扭矩的增加。
(2)气缸力矩传递轴进行加工修复。对轴端进行堆焊加工处理,使传递轴与气缸、阀球都能配合良好,同时对传递轴进行偏心处理,定位轴采用新工艺。对不合理的设计进行了改进,采用铜合金套替代传统的不锈钢套或四氟套,既增加耐磨性,又保持良好转动,保证了传递轴、阀球、定位轴三者同心,确保了阀球能够开关到位,在一定程上消除了阀球加工误差造成的影响。
(3)要保证阀座在受压时能够移动,就要保证弹簧的弹性,使弹簧腔不积灰。经过多次试验、摸索,最后决定在阀座导向部分和背面增加防尘装置,增加了2道橡胶O型环,这样就起到了密封作用,使阀座移动时弹簧腔不会进灰,保护了弹簧,使浮动阀座不会变为固定阀座,减少了阀门动作时的操作力矩,确保了阀座的自由运动,保证了阀门正常工作。
3、改造效果
通过锁斗控制阀门的上述改造,阀门使用正常,使用周期由原来几天延长到现在的几个月以上,取得了良好的效果,为煤化工装置长周期安全运行奠定了基础。与锁斗控制阀同类型的阀门在我公司煤化工装置上还有几十台,该阀门的成功改造,对其他阀门的技术改进具有指导意义,可推广借鉴。







