上海光源储存环不锈钢真空室
上海光源(SSRF)是一个能量315GeV、流强200mA~300mA、低发射度、高束流轨道稳定性的第三代同步辐射光源。它的主体是电子储存环。真空室是储存环的主要设备之一。多台钛升华泵、溅射离子泵和非蒸散型吸气剂泵在抽除大量光电解析气载时达到113×10-7Pa 的动态真空,使电子束流寿命大于10h。一系列光子吸收器排列在真空室上,作为引出同步辐射光的准直器,同时吸收所有废弃的同步辐射光,避免它们直接辐照真空室内壁,并把热量转移到真空室外。真空室构成了电子束流的镜像电流的通路,并要尽可能减少束流损耗,其电阻率和真空阻抗要求很低。一定量的热负载将沉积在真空室上,其导热性能要很好。真空室被多台磁铁包裹,真空室的导磁率不能大于1102。储存环上各系统的设备使真空设备位置受到严重制约,双真空室结构是唯一的选择。和其它设备的配装要求真空室在大气负载下仍然具有很高的尺寸精度。总长400m 的此类结构的不锈钢薄壁真空室,其平面度和直线度都在1mm 以内,在国内尚属首次。
1、真空室材料的选择
铝合金和不锈钢都适用于第三代光源真空室,都得到了广泛使用。特别是铝合金导热性好,完全无磁,使我们在2000 年选择它研制了一个6m 长的铝真空室,完全达到了设计指标,并获得了批量加工所需的经验 。然而,我们在2005 年作出了一个重大决定,放弃几乎完成了全部工程设计的铝真空室,改用不锈钢真空室。其理由有二。
一是由于铝合金强度差,只能用厚度60mm 的整块铝板铣削出截面复杂、各处厚薄不一的真空室。大约有一半材料在大型数控床上铣削掉,材料和加工费的浪费极大。而壁厚3mm 的薄壁不锈钢真空室的截面结构实质上是铝真空室的一个内核。裁剪不锈钢真空室主体形状后剩余的边角余料全部用来制作加强筋,材料利用率达到90 %以上。2005 年春季进口铝合金价格飞涨,综合考虑材料费和加工费,不锈钢真空室的费用将是铝真空室的60% ,即可以节省约1000 万元经费。
二是铝真空室要花费较长的加工时间,存在延误SSRF总体计划的危险。最终我们实现了按时完成真空室加工计划和节省1000 万元的两个目标。SS316LN 的高强度和焊接后导磁率不升高的特性,使它成为真空室的首选材料。
2、真空室的结构设计
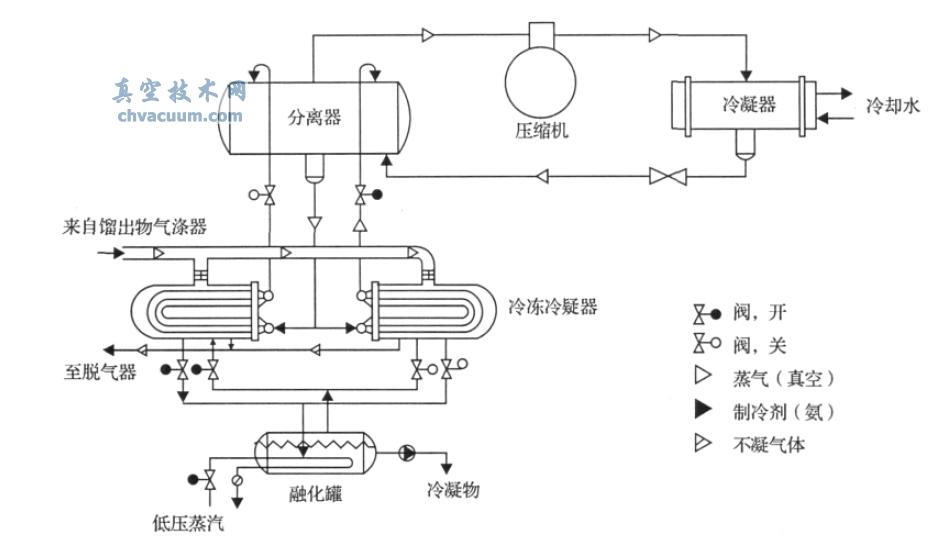
储存环分为20 个单元,每个单元有2个弯转磁铁(BM1、BM2)和多个四极磁铁、六极磁铁、校正磁铁(QM、SM/CM) 。一个单元内的真空室总长约20m ,分成7 段,相互用波纹管软连接或CF法兰硬连接。6段被磁铁包裹,称为BM、QM 真空室,1段在直线节内无磁铁包裹,称为SS 真空室,如图1所示。为了减小束流功率损耗,参考SLS,采用典型的双真空室结构,用光束狭缝连接束流室和抽气室,截面形状示于图2。QM和SS 真空室形状类似,扣合对称的上下成形片,焊接周边而成。BM 真空室由对称的上下平板和左右侧板扣合成型,其束流室和抽气室形状由固定在真空室内壁上的无氧铜条构成,冷却水管嵌埋在铜条内,输运废弃的同步辐射功率。BM和QM 真空室的束流室内高相同,但SS真空室的束流室内高较小,各种不同截面尺寸的真空室间都要用锥形内壁实现平滑过渡。吸收器和真空泵安装在抽气室上。每个单元内有7 对束流位置监测器(BPM) ,每对BPM 安装在一块不锈钢块上,再嵌入QM真空室。

由于磁铁占位,泵口离束流室较远,使真空室的最大宽度达到380mm ,3mm 壁厚的真空室在大气负载下的变形将较大。为此,真空室内外都附加了加强筋,内部加强筋隐藏在吸收器的阴影区内,同时不影响抽气流导,外壁加强筋位置受限于磁铁。用ANSYS 程序进行真空室变形和应力计算,反复优化结构设计。
用ANSYS 程序对真空室进行了热分析计算,研究真空室的热安全性。确认了5mA 束流可以直接冲击真空室内壁;确认了300mA 束流的同步辐射光直接辐照真空室内壁,真空联锁保护系统在1s 内实施功能时,真空室的安全性。
3、真空室的加工
真空室批量加工前必须解决五个技术和工艺难题。
一是如何保证QM 真空室成形片的尺寸精度?
二是如何减小氩弧焊导致的变形?
三是如何降低焊缝导磁率?
四是如何保证外焊缝内侧死空间的真空清洁?
五是把几段真空室用CF 法兰硬连接成长段时如何控制长段的尺寸精度?
我们花了约一年时间,研制了多个真空室样机,经历了多次失败,终于解决了这些难题。
几经试验后,用数控折弯制造QM 室成形片之路走到了失败的尽头。改用深拉模和6000 吨油压机压制成形片工艺,在3次修改深拉模和试压后,成形片达到了尺寸精度。随后的600 多米成形片批量压制只用了2 天时间,充分显示了不锈钢真空室批量加工速度远快于铝真空室的优点。
为了贯穿焊缝并减小变形,国外同类真空室采用电子束焊。国内找不到我们所需的大型电子束焊接炉,也无力投资此设备。只能采用氩弧焊,而且焊缝主要位于外壁,为了保证密封性能、焊缝强度和较小变形,焊缝不能贯穿。特制的自动氩弧焊机,特殊的可360°翻转的焊接平台、焊接工装和工艺,限制了焊接过程中材料的移动,控制住了焊接变形。在分步焊接过程中,几次用线切割和激光切割工艺消除焊接变形。